内蒙古包头激光熔覆设备修复

速激光熔覆与高速激光熔覆,常规激光熔覆的共同点:
1、包覆材料通用:可以用常规激光熔覆的材料,可以用高速激光熔覆来熔化;一些常规激光熔覆无法熔覆的材料,如高熔点材料,可以通过高速激光熔覆来熔化。
2、全部采用冶金结合:但高速熔覆的涂层效果与热喷涂类似,表面光滑。常规包层波动较大。
3、通用工艺路线:常规激光熔覆工艺调整的也是高速激光熔覆工艺调整的。
4、应用领域一致:即在常规激光熔覆可以应用的领域可以应用高速激光熔覆,在常规激光熔覆无法应用的领域也可以应用高速激光熔覆。通俗地说,高速激光熔覆可以做到常规激光熔覆可以做到的事情,高速激光熔覆也可以做到常规激光熔覆无法做到的事情。
激光熔覆修复技术,以高能激光为热源,将金属合金材料(粉末、糊状、丝状等)快速凝固,形成致密、均匀、厚度可控的冶金结合层,提供了表面修复的好方法。
激光熔覆在轴修复中的优势如下:
1、优化轴的表面性能:激光熔覆可在轴表面形成与基体熔合、成分和性能完全不同的合金镀层。由于基体熔层极薄,对熔覆层的成分影响很小。我们可以根据具体需要制备具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光、电、磁性能的表面涂层。从而有效地提高了轴表面的性能。
2、冶金结合强度高:在激光熔覆过程中,添加的熔覆材料完全熔化,成为熔覆层的主体合金;同时,一层薄薄的基础合金也被熔化,与目标合金形成冶金结合。不易脱落,解决了电镀、喷涂等传统冷加工工艺中镀层与基体结合强度差的问题。
3、热输入低变形小:激光熔覆快热快冷,对母材影响小,稀释率≤5-8%;解决了传统电焊、氩弧焊等热熔焊不可避免的热变形加工工艺、热疲劳损伤等一系列技术难题。
4、适用多种材料:可制备铁基、镍基、钴基、铜基、复合材料等多种合金镀层。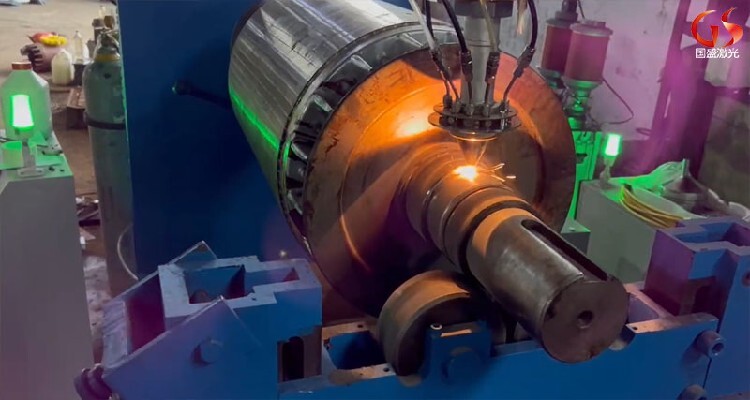
随着现代科学技术和工业的不断发展,零件的工作环境越来越复杂,对表面性能的要求也越来越高。因此零件报废率大大增加。通常因表面失效而报废的零件包括:转子叶片、辊轴零件、齿轮零件、接头零件等。
仅表面损伤的零件,在零件的综合性能满足使用条件的情况下,可以进行修复。因加工不当或服役损坏而报废的零部件如果能够得到修复,不仅可以节省的经济和时间损失,还可以提高资源的利用率,符合我国的可持续发展战略。
目前,零件修复的方法有激光熔覆、真空钎焊、真空镀膜、钨极惰性气体保护焊(TIG)和等离子熔覆修复。激光熔覆是根据工件工况要求,熔覆具有各种设计成分的金属或非金属,制备出具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光学、电学、磁性。
激光熔覆是一种快速冷却工艺。在熔覆过程中,对被修复工件的热输入小,热影响区小,熔覆层组织精细,易于实现自动化。因此采用激光熔覆的方法修复零部件比其它的方法具有更大的优势。激光熔覆技术解决了传统电焊、氩弧焊等热加工工艺中不可避免的热变形、热疲劳损伤等一系列技术难题,也解决了传统冷加工工艺中涂层与基体的结合强度问题,如由于电镀和喷涂不一致,这为表面修复提供了良好的途径。利用激光还可以修复受损的三维复杂零件,充分体现了激光再制造技术的灵活性和性。
目前,国内激光熔覆领域存在这样的情况。新工艺不断在大学实验室进行测试,但没有平台可以实现真正的应用验证。工厂企业激光熔覆工艺更新缓慢,没有科研力量做后盾。这种产学研脱节严重制约了我国激光熔覆行业的发展。
激光熔覆的成本一直是制约其发展的关键因素。设备投入、研发投入、人员成本、粉末成本等。激光熔覆产品价格高与大多数激光加工企业规模大、成本高、单件产品加工成本高有很大关系。一两台设备加工效率低,无法应对大规模加工。十几台设备加工,但设备初期投资太大,没有工作量时大量设备闲置,普通企业承受不起。
激光熔覆合金粉末的成本是除设备成本外的另一大成本支出。对于小规模生产,粉末制造和采购成本占产品成本的很大一部分。只有大量采购和使用,才能降低产品的整体成本。同时,由于激光熔覆后的各种机械工艺,实际熔覆层并不具备初始熔覆层的厚度,因此提高后续加工精度,降低初始熔覆层厚度成为降低成本的必然.
激光熔覆与激光合金化的两个过程类似,但有本质区别,主要区别如下:
1、激光熔覆过程中,熔覆材料完全熔化,基体熔层极薄,因此对熔覆层成分的影响极小,而激光合金化是在表面熔合中加入合金元素基体层,目的是在基体的基础上形成新的合金层。
2、 从本质上讲,激光熔覆不是利用基体表面的熔融金属作为溶剂,而是将单配置的合金粉末熔化,使其成为熔覆层的主体合金,同时形成一层薄薄的基底合金层也熔化,与其形成冶金结合。
激光熔覆技术制备新材料是极端条件下失效零件修复再制造和金属零件直接制造的重要基础,受到了科学界和企业的高度重视。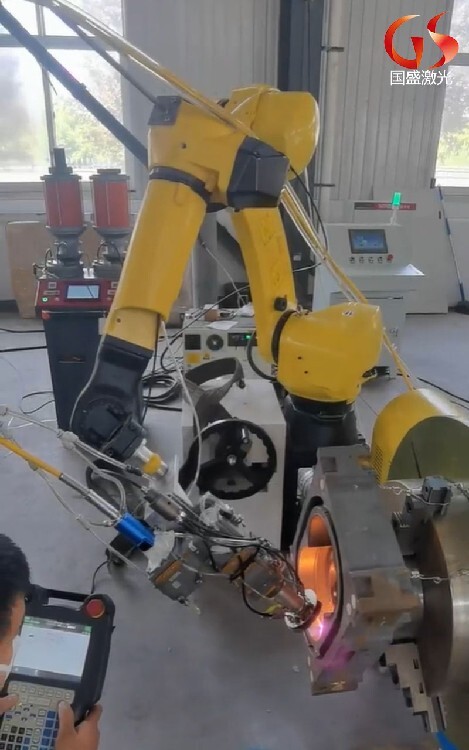
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。