内蒙古乌海激光淬火设备






- ¥280000.00
- 2025-03-19 10:47:44
- 激光淬火设备
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光淬火也存在一些缺陷:
1.淬火温度高,工件表面硬化温度高容易变形。
2.需要淬火介质,容易损坏工件表面的光洁度。
3.使用不方便,不连续作业。
激光淬火的特点:
(1)激光淬火是快速加热、自激冷却,不需要炉膛保温顺冷却液淬火,是一种绿色环保热处理工艺,可以很轻易实行对大型模具表面进行均匀淬火。
(2)由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。
(3)由于激光束发散角很小,具有很好的指向性,能够通过导光系统对模具表面进行的局部淬火。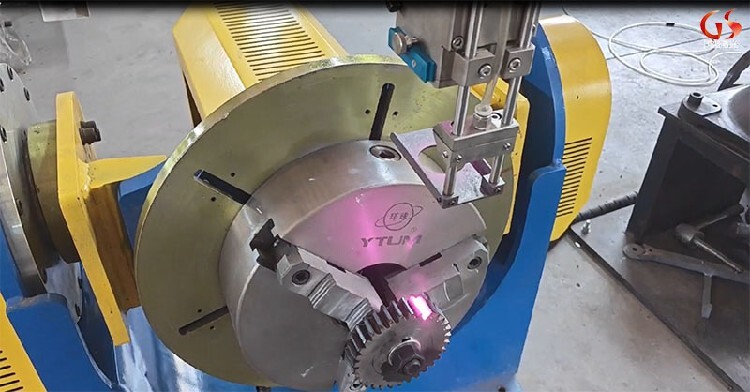
激光淬火预处理的目的:
1、获得金属基体表面均匀、致密、无缺陷及低杂质的表层组织;
2、获得高致密性表面结构和良好的耐磨性能;
3、获得均匀一致的表面力学性能,提高工件表面光洁度、降低疲劳强度和延长使用寿命;
4、使工件在高温下保持良好的热稳定性。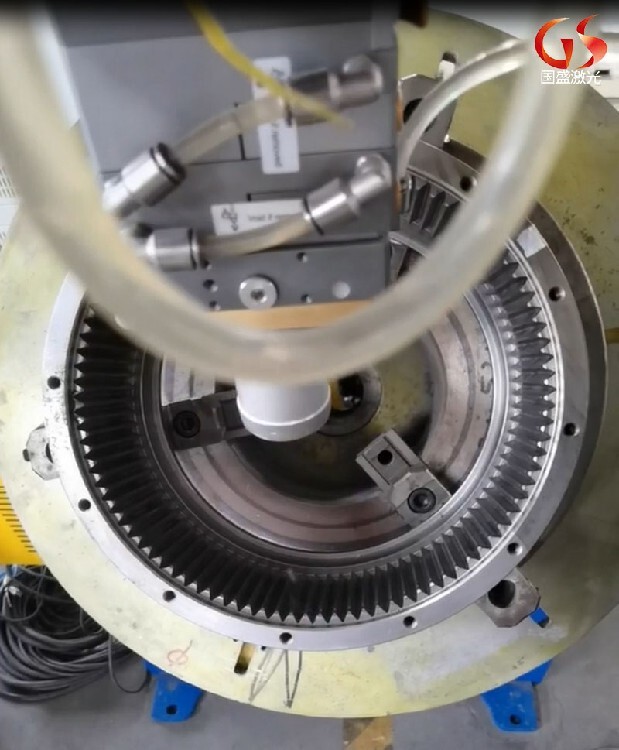
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。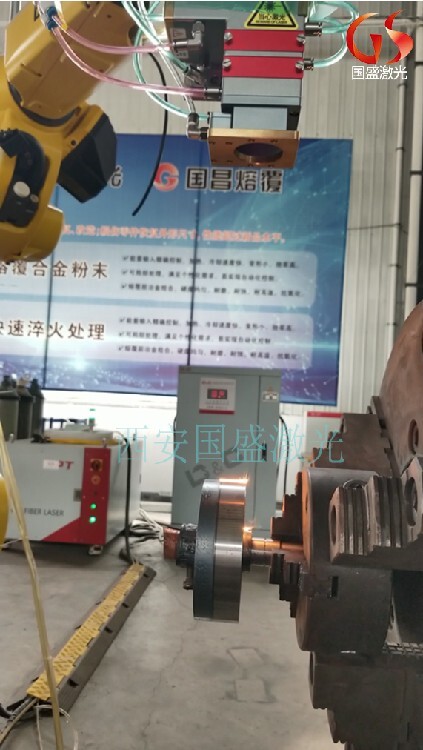
齿轮激光淬火优点:
1、特殊优点:齿轮经过激光淬火后,齿面硬,根软。
2、耐磨性高:经过激光淬火处理的齿轮硬度高,金相组织细密,比传统淬火工艺具有更好的耐磨性。激光淬火使组织产生压应力,提高齿轮的抗疲劳能力。
3、变形小:激光淬火齿轮齿形变形在0.01mm以内,无裂纹,并能保持原有的表面粗糙度。激光淬火后的齿轮可直接安装使用。
4、生产周期短:由于激光淬火变形小,一般不需要再次磨削齿轮,简化了生产工艺,提高了生产效率,降低了生产成本。
5、扩大齿轮材料选择范围:可采用钢种制造齿轮,并可通过激光淬火提高齿面硬度,使用要求。
齿轮激光淬火工艺:
一、表面预处理涂层:为了提高金属表面对激光的吸收率,在激光热处理之前需要对材料的表面进行处理,即在需要激光处理的金属表面进行涂层处理一层对激光具有高吸收能力的涂料。表面预处理方法有磷化、表面粗糙度改善、氧化、喷(刷)漆、涂层等方法,其中喷(刷)漆较为常用。
二、轴向分齿扫描:齿轮激光淬火轴向分齿扫描是利用宽带激光束对齿轮进行激光淬火的扫描方法。宽带激光束扫描常采用多束光组成宽带,激光束沿齿轮轴向移动进行扫描,一次可扫描一个齿面。分齿运动旋转一个齿距后,激光束扫描另一个齿面,逐个扫描,直至扫描完整个齿轮的所有齿面。
- 激光淬火设备
- 激光焊接机
- 段总



