广东汕尾高速激光熔覆设备






- ¥560000.00
- 2025-03-20 10:43:20
- 高速激光熔覆设备
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。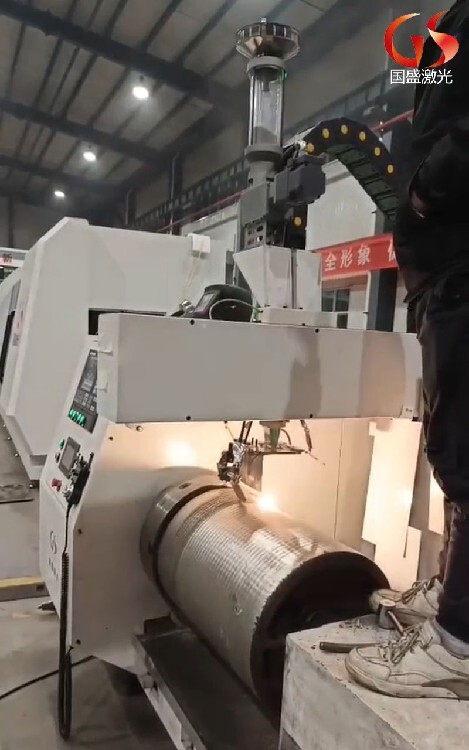
宽带激光熔覆修复轴后的性能特点
采用宽带激光熔覆修复技术修复轴类具有以下性能特点:
1、结合强度高:宽带激光熔覆修复技术可以将合金粉末或陶瓷粉末等结合在一起,材料与轴的母材紧密结合,形成致密的结合层,从而明显提高轴的耐磨性和抗疲劳性能轴。
2、耐磨性能:通过选择耐磨性能的合金粉末或陶瓷粉末等材料作为熔覆层材料,可以显着提高轴的耐磨性能,从而延长轴的使用寿命。
3、增强耐腐蚀性:采用宽带激光熔覆修复技术,可以在轴的外表面形成耐腐蚀性能的修复层,从而有效防止腐蚀介质对轴的侵蚀。
4、热影响区小:宽带激光熔覆修复技术采用高能宽带激光束作为热源,热影响区小,从而轴的其他部位不被损坏。
5、修复:可采用宽带激光熔覆修复技术对轴类零件进行修复,从而显着提高修复效率,降低修复成本。
油田的工作条件比较恶劣。许多金属零件长期在重负荷下工作,伴随着腐蚀、摩擦和磨损,导致其过早失效。缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙都在近毫米量级。但常规表面技术的处理层较薄,导致磨损件表面修复困难,限制了这些技术的应用范围。
激光熔覆技术作为一种新型的表面工程技术,已经在许多领域得到了广泛的应用。在油田中,激光熔覆主要应用于石油钻杆、抽油杆、石油管道等方面。下面我们将分别介绍这些应用。
1、石油钻杆
石油钻杆是石油钻井作业中钻遇地层的重要工具之一。由于钻杆在井下受到冲击、摩擦和腐蚀,其表面容易出现裂纹、磨损和腐蚀等问题,严重影响钻井作业的安全和效率。了解决这一问题,激光熔覆技术被广泛应用于石油钻杆的表面强化与修复。
通过激光熔覆技术,在钻杆表面形成一层硬度高、耐腐蚀、耐磨损、耐高温的涂层,可显著提高钻杆的性和使用效率。同时,激光熔覆技术还可以修复钻杆表面的损伤,延长钻杆的使用寿命,降低更换成本。
2、抽油杆
抽油杆是油田采油的重要工具之一。由于长期受到来自地下原油的腐蚀和摩擦,抽油杆容易出现磨损、裂纹、变形等问题,严重影响了原油的开采和提率。为了解决这一问题,激光熔覆技术被广泛应用于抽油杆的表面强化与修复。
经过激光熔覆技术,在抽油杆表面形成一层高硬度、高韧性的涂层,可显著提高抽油杆的度和使用效率。激光熔覆技术还可以修复抽油杆表面的损伤,延长抽油杆的使用寿命,降低更换成本。
3、石油管道
输油管道是石油生产中不可缺少的重要设施之一。由于输送的原油中往往含有腐蚀性物质,这些物质会对管道造成腐蚀和破坏,严重影响石油生产的安全和稳定。因此激光熔覆技术被广泛应用于输油管道防腐和修复。
通过激光熔覆技术,可以在管道内外表面形成一层具有高耐腐蚀性能的涂层,显著提高管道的耐久性和安全性。同时,激光熔覆技术还可以对管道表面的损伤进行修复,避免了管道泄漏等事故的发生,降低了维修成本。
总之激光熔覆技术在油田的应用可以在抽油机上得到实现,大大提高了设备的寿命及安全性,也给企业带来的益处,降低了成本。
九十年代初,激光再制造技术出现成为科研的热门,大部分都专注于它的研究。随着再制造理念逐渐被社会接受和技术的不断长进,我国再制造工业己取得较大的成就,工业规划不断扩大,覆盖行业层面更为广阔,智能程度越来越高,成为近年来激光加工技术的一个新亮点。
现在,我国已进入汽车、工程机械和车床作废置换的高峰期,再制造工业开展面临可贵机会,潜力非常大。激光再制造技术已根本成熟,这样就是一个激光再制造的智能商场正扑面而来。
激光再制造技术是近年来新式的一种技术方式,他以激光熔覆、激光淬火、激光表面合金化技术为主,依据修复零部件的受损使其达到受损前或比受损前更好的功能。
激光熔覆为激光再制造技术。激光熔覆运用高能激光束作为热源,通过金属及焊材的迅速熔化、扩展和冷却,构成一种具有特别功用的表层,这种表层一般具有耐磨、耐蚀、耐热、抗氧化等功用,激光熔覆的优势在于熔覆层与基体是冶金结合,基体热影响区极小,加工和热变形小,对孔洞、搀杂、裂纹等缺陷控制较好。
激光淬火是运用聚焦后(或通过光束整形)的激光束加热于金属表面使其产生马氏体相变构成马氏体淬硬层的进程,通过激光淬火加工后工件表面粗糙度根本不变,不需要后续机械加工就可以满足实践工况的需求;
激光合金化则通过激光参与将合金粉末与基体材料相作用构成一种新相的表面处理办法。
激光加工技术在再制造业中的运用与在其他制造业中的运用相同,有着其他加工技术不可代替的好处。激光加工用于再制造业是由相变硬化开展到激光表面合金化和激光熔覆,由激光合金涂层开展到复合涂层及陶瓷涂层,然后使得激光表面改性技术成为再制造的一项重要手法。
激光再制造技术的出现打破了传统再制造技术在可批改材料及批改零件形状等方面的约束,打破了再制造技术的局限性,选用激光再制造技术批改高温、高压、高转速涡轮动力机械零部件,已先后被石化、电力、煤炭、冶金、轿车等十几个行业认可及应用。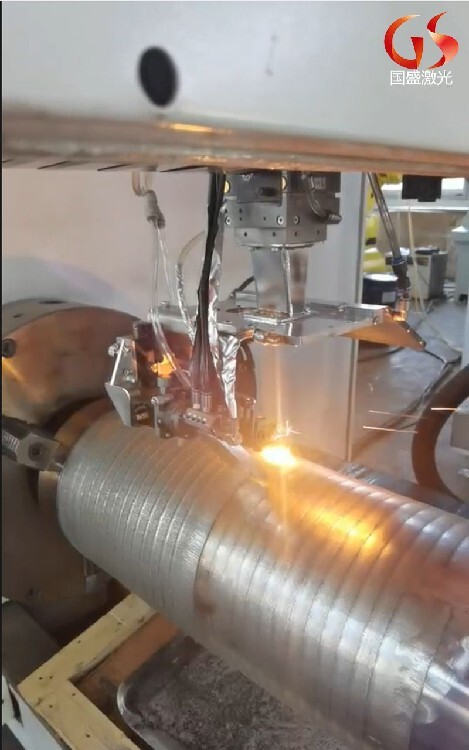
速激光熔覆与高速激光熔覆,常规激光熔覆的共同点:
1、包覆材料通用:可以用常规激光熔覆的材料,可以用高速激光熔覆来熔化;一些常规激光熔覆无法熔覆的材料,如高熔点材料,可以通过高速激光熔覆来熔化。
2、全部采用冶金结合:但高速熔覆的涂层效果与热喷涂类似,表面光滑。常规包层波动较大。
3、通用工艺路线:常规激光熔覆工艺调整的也是高速激光熔覆工艺调整的。
4、应用领域一致:即在常规激光熔覆可以应用的领域可以应用高速激光熔覆,在常规激光熔覆无法应用的领域也可以应用高速激光熔覆。通俗地说,高速激光熔覆可以做到常规激光熔覆可以做到的事情,高速激光熔覆也可以做到常规激光熔覆无法做到的事情。
激光熔覆是一种对基材的表面改性技术。通过预先设定熔覆路径,利用激光辐照,使熔覆材料与基体表层快速熔化成激光所经过的熔池,然后快速凝固成冶金结合、低稀释的熔覆层,因此即对机械零件进行原位修复,或熔覆工艺,以提高原基材表面的耐磨、耐蚀、耐热、抗氧化等性能。
与传统加工技术相比,激光熔覆技术具有以下特点:
1、熔覆层与基体能形成冶金结合;
2、基体受到的热影响小,不易变形;
3、熔覆层的稀释率低,节约昂贵的熔覆材料;
4、熔覆层的厚度大小可以控制;
5、可以修复零部件的特定部位及其他方法难以处理的部位。
在对农机零部件进行熔覆和修复之前,需要对农机零部件的表面进行预处理。由于农机工作环境恶劣,农机零部件表面常常覆盖有土壤、油污、水、化肥、农药、铁锈、氧化层等,因此与其他领域相比,零部件的修复工作更多复杂的。对于农业机械的零部件,一般的操作是用水冲洗掉接触土壤的部件表面的污垢。如果破损表面污垢比较牢固,可以采用激光清洗的方法清理。之后,用砂纸打磨待熔覆表面,并用丙酮清洗,避免激光熔覆时表面污渍进入熔覆层,造成缺陷,影响熔覆层的质量和性能。
激光熔覆修复技术,以高能激光为热源,将金属合金材料(粉末、糊状、丝状等)快速凝固,形成致密、均匀、厚度可控的冶金结合层,提供了表面修复的好方法。
激光熔覆在轴修复中的优势如下:
1、优化轴的表面性能:激光熔覆可在轴表面形成与基体熔合、成分和性能完全不同的合金镀层。由于基体熔层极薄,对熔覆层的成分影响很小。我们可以根据具体需要制备具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光、电、磁性能的表面涂层。从而有效地提高了轴表面的性能。
2、冶金结合强度高:在激光熔覆过程中,添加的熔覆材料完全熔化,成为熔覆层的主体合金;同时,一层薄薄的基础合金也被熔化,与目标合金形成冶金结合。不易脱落,解决了电镀、喷涂等传统冷加工工艺中镀层与基体结合强度差的问题。
3、热输入低变形小:激光熔覆快热快冷,对母材影响小,稀释率≤5-8%;解决了传统电焊、氩弧焊等热熔焊不可避免的热变形加工工艺、热疲劳损伤等一系列技术难题。
4、适用多种材料:可制备铁基、镍基、钴基、铜基、复合材料等多种合金镀层。
激光熔覆与激光合金化的两个过程类似,但有本质区别,主要区别如下:
1、激光熔覆过程中,熔覆材料完全熔化,基体熔层极薄,因此对熔覆层成分的影响极小,而激光合金化是在表面熔合中加入合金元素基体层,目的是在基体的基础上形成新的合金层。
2、 从本质上讲,激光熔覆不是利用基体表面的熔融金属作为溶剂,而是将单配置的合金粉末熔化,使其成为熔覆层的主体合金,同时形成一层薄薄的基底合金层也熔化,与其形成冶金结合。
激光熔覆技术制备新材料是极端条件下失效零件修复再制造和金属零件直接制造的重要基础,受到了科学界和企业的高度重视。
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。
- 高速激光熔覆设备
- 激光焊接机
- 段总



