湖北武汉激光熔覆设备厂家






- 面议
- 2025-01-26 14:27:40
- 补焊
- 交流
- 国盛激光熔覆设备
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
高速激光熔覆过程中影响加工的八大参数
1、激光功率:单位时间内激光器输出的能量。高速激光熔覆一般采用KW级激光器,如LT-3KW、LT-4KW等,市场应用广泛,能够满足大部分领域的需求。
2、光斑形状:光斑形状是影响熔覆质量的一个重要因素,光斑形状由激光器的光学系统决定。激光光束从送粉器射出后,经过扫描系统,再到基板上,在不同的位置形成不同的光斑。光斑形状直接影响着熔覆效果和成形质量。常见的光斑形状分为圆形和矩形两种,用户根据加工对象的特点选择使用。
3、光斑大小:光斑大小是指光束被扫描到基板表面的面积。激光熔覆过程中,激光能量聚集在熔覆层的中央,然后通过辐射向周围发散,光斑大小主要影响光功率密度,即单位面积的光能。相同功率条件下,光斑尺寸越小,光功率密度越大,高功率密度光斑适用于高包层。熔点金属粉末。
4、 加工距离:也叫搭接率,是指激光熔覆时,激光束从熔池中吸收热量所需的距离。激光熔覆过程中,光斑距离是影响熔覆质量的重要因素。在实际加工中,当光斑距离在3-5 mm范围内变化时,熔覆层质量良好,因此光斑距离一般控制在3-5 mm。
5、搭接率:搭接率是指熔覆金属粉末与基板的搭接率。搭接率是影响熔覆层表面粗糙度的一个重要参数。熔覆材料与基板之间的搭接率越大,越容易获得粗糙度较低的熔覆层表面。
光斑直径增大时,激光束能量密度提高,熔池受热变宽,熔化速度加快,在基板上产生较多的小孔。
搭接率提高,熔覆层表面粗糙度降低。但搭接部分的均匀性很难得到。每道熔覆层之间相互搭接区域的深度与每道熔覆层正中的深度有所不同,从而影响了整个熔覆层。高速熔覆的搭接率高达70%-80%(普通熔覆的搭接率为30%-50%)。
6、熔覆速度:熔覆线速度和熔覆面积率都可以表示熔覆速度。实测中物力拓高速激光熔覆线速度为20m/min-50m/min,熔覆厚度为0.2-0.6mm时,熔覆效率为0.6-1.2平方米/小时。
7、送粉方式:高速激光熔覆中的送粉器是激光熔覆质量的关键。高速激光熔覆的送粉方式主要有环形送粉和中心送粉。中心送粉比环形送粉粉末利用率高,但设计难度大,需要用圆环围住横梁。送粉管一周。目前市场上有很多圆形送粉应用。
8、保护气体压力:高速激光熔覆过程中,基体与熔覆材料之间很容易氧化,熔覆材料中含有的氧化物,会导致基体材料表面发黑、发暗、变硬,严重影响了工件表面质量。为避免熔覆材料氧化,需对工件进行保护。高速激光熔覆可在保护气体下进行,一般采用氮气或氩气作为保护气体,主要用于送粉,在激光熔覆池周围形成保护区域,减少氧化。
激光熔覆技术是一种的表面修复技术,可以应用于大型构件的修复。它主要是利用激光束对材料表面进行加热,使其部分熔化并与底材融合,形成新的涂层或修复材料。这种技术有以下优点:
1、 :激光熔覆技术可以快速进行表面修复,减少生产时间和维修成本。
2、 精度高:激光熔覆技术可以实现的表面修复,修复后的构件符合设计要求。
3、 适用范围广:激光熔覆技术可以应用于多种材料的表面修复,如钢、铝、镍基合金等。
4、 质量稳定:激光熔覆技术可以消除焊接过程中的气孔、裂纹等缺陷,修复后的构件质量稳定。
在大型构件修复中,激光熔覆技术可以应用于船舶、桥梁、飞机和汽车等重要构件的表面修复。例如,船舶的螺旋桨、舵叶和船体表面的修复,可以使用激光熔覆技术实现。另外,在飞机和汽车等重要构件的修复中,激光熔覆技术也可以应用于引擎、变速器和发动机等部件的表面修复。
总之,激光熔覆技术在大型构件修复中具有广泛的应用前景。随着科技的不断发展,相信激光熔覆技术在大型构件修复中的应用将会越来越广泛,为构件的维修和修复提供更为、、稳定的技术支持,降低维修成本和停机时间。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;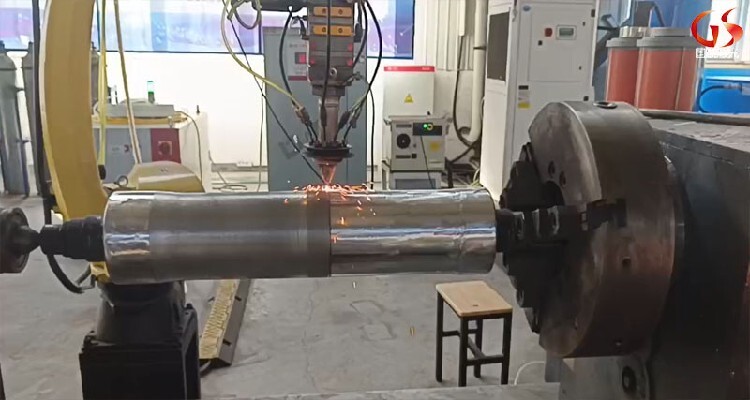
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;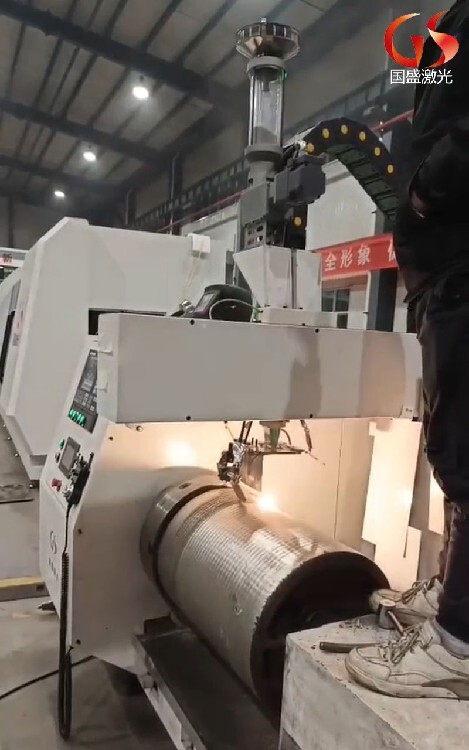
玻璃磨具激光熔覆加工是一种新型加工技术,其原理是用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度层。涂层以提高其耐磨性、耐腐蚀性和耐高温性。
一、玻璃磨具激光熔覆加工原理
玻璃磨具激光熔覆加工的原理是利用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度涂层,提高其耐磨、耐腐蚀、耐高温性能。激光熔覆过程中,高能激光束聚焦在玻璃磨具表面,使表面材料快速熔化并形成液池,同时添加碳化物、氮化物等高硬度涂层材料,增强涂层硬度。和耐磨性。在激光束的作用下,液池中的涂层材料迅速冷却并结晶,形成高硬度涂层。
二、玻璃磨具激光熔覆加工特点
1、:玻璃磨具激光熔覆加工采用高能激光束,可以快速地熔化材料并形成涂层,大大缩短了所需的加工时间。
2、高硬度:通过添加高硬度涂层材料,使玻璃磨具激光熔覆形成的涂层具有高硬度,可显着提高玻璃磨具的耐磨性。
3、耐腐蚀性强:涂层材料具有良好的耐腐蚀性,可以保护玻璃磨具表面免受腐蚀损坏。
4、耐高温性好:由于镀膜材料具有良好的耐高温性,可以保护玻璃磨具在高温环境下的稳定性。
5、适用范围广:玻璃磨具激光熔覆加工适用于各种类型的玻璃磨具,如平板玻璃、曲面玻璃等。
三、激光熔覆加工玻璃磨具的应用
玻璃磨具激光熔覆加工技术已广泛应用于光学、汽车、航空航天等多个领域,下面介绍几个具体应用实例。
1、光学领域:在光学领域,玻璃是常用的材料之一,但它容易磨损、腐蚀。采用玻璃磨料激光熔覆加工技术可以显着提高玻璃的耐磨性和耐腐蚀性,延长其使用寿命。
2、汽车领域:汽车玻璃在使用过程中容易受到环境污染和摩擦损坏,采用玻璃磨具激光熔覆加工技术可以增强汽车玻璃的耐磨性和耐腐蚀性,提高其可靠性和安全性。
3、航空航天领域:在航空航天领域,高温、高压、高速等极端环境下使用的玻璃材料需要有更高的性能要求。采用玻璃磨具激光熔覆加工技术,可以增强玻璃材料的耐高温、耐腐蚀、耐磨性能,提高其稳定性和可靠性。
四、激光熔覆加工玻璃磨具的发展前景
随着科学技术的不断发展,玻璃磨具激光熔覆加工技术将不断进步和完善。未来,该技术将在以下几个方面得到进一步发展和应用:
1、设备研发:进一步开发、稳定的玻璃磨料激光熔覆加工设备,提高设备的加工速度和可靠性。
2、材料创新:不断探索硬度高、耐腐蚀性强的新型涂层材料,满足不同领域的需求。
3、工艺优化:优化玻璃磨具激光熔覆工艺,提高镀层的均匀性和致密性,降低缺陷率。
4、应用拓展:将玻璃磨具激光熔覆加工技术应用到更多领域,如电子、能源等领域,为产业发展提供更广阔的空间。
油缸内孔激光熔覆加工工艺包括以下步骤:
1、准备工件:将待加工的油缸放置在激光熔覆机的工作台上,并确保其表面清洁、无缺陷、无油渍。
2、表面处理:用砂轮或刷子等工具对气缸内孔表面进行打磨和清理,去除杂质和氧化层。
3、熔覆材料的制备:将金属粉末和合金元素按一定比例混合,加入适量的水或有机溶剂,制成熔覆材料。
4、激光熔覆加工:利用高能激光束将熔覆材料熔化并使其均匀地沉积在内孔表面。
5、后处理:对激光熔覆筒体进行热处理、研磨、抛光,提高表面硬度和光洁度。
油缸内孔激光熔覆加工的优点在于以下几个方面:
1、高硬度、耐腐蚀:通过激光熔覆技术,可以使油缸内孔表面涂层提高气缸的耐磨性和耐腐蚀性。
2、寿命长:由于激光熔覆层硬度高、耐腐蚀,可显着提高气缸的使用寿命。
3、应用范围广:激光熔覆加工可适用于各种材质、形状的气缸,可灵活应用于不同的生产环境。
4、环保节能:与传统的加工方法相比,激光熔覆加工不需要使用大量的切削液、磨料等物质,因此更加环保,降低能耗。
总之,油缸内孔激光熔覆加工是一种的加工技术,可以显着提高油缸的耐磨性、耐腐蚀性和使用寿命,并且具有环保、节能等优点。随着技术的不断发展和完善,相信这种加工技术将会在更多领域得到应用和推广。
电机转子轴承激光熔覆修复过程一般包括以下步骤:
1、表面预处理:清理轴承表面,去除油污、铁锈等杂质,表面清洁、光滑。
2、涂敷熔覆材料:在轴承表面涂敷熔覆材料,以增加熔覆层的强度和耐磨性。
3、激光器具有功率密度高、方向性好、单色性好、相干性好等优点。可快速准确修复电机转子轴承位置。该技术具有操作简便、熔覆、熔覆层质量好等优点,因此在电机维修领域得到了广泛的应用。
4、激光熔覆修复:利用激光功率密度高、方向性好、单色性好、相干性好等优点,可以快速、准确地修复电机转子轴承位置。该技术具有操作简便、熔覆、熔覆层质量好等优点,因此在电机维修领域得到了广泛的应用。
5、激光熔覆修复后期处理:对熔覆层进行后期处理,提高其硬度和耐磨性。
在激光熔覆修复过程中,需要注意以下几点:
1、激光功率密度要适中,不宜太大或太小,以熔覆层的质量和效率。
2、熔覆材料的选择适当,以熔覆层的强度和耐磨性。
3、激光熔覆过程中,保持稳定的操作环境,避免外界因素对熔覆层质量的影响。
4、后加工过程中应注意控制温度和时间,熔覆层的硬度和耐磨性。
总之,电机转子轴承激光熔覆修复是一种的修复技术。具有操作方便、熔覆、熔覆层质量好等优点。因此,在电机维修领域得到了广泛的应用。应用该技术时,需要注意激光功率密度、熔覆材料选择、后处理等因素的影响,以熔覆层的硬度和耐磨性。
高压电机轴瓦位激光熔覆修复的优势
1、修复精度高:激光熔覆技术可以实现微米级的修复精度,确保轴瓦位尺寸的恢复和表面质量的提升。
2、热影响小:激光熔覆过程中,激光束与材料的作用时间短,热影响区小,降低了对基材性能的影响。
3、涂层性能:通过选择适当的涂层材料,可以获得的耐磨、耐腐蚀等性能,延长电机使用寿命。
4、修复:激光熔覆技术具有较高的修复速度,可快速完成轴瓦位的修复工作,减少停机时间。
高压电机轴瓦位激光熔覆修复的实施步骤
1、表面预处理:对轴瓦位表面进行清洁、除锈、除油等处理,确保表面无杂质和油污,以提高涂层与基材的结合力。
2、涂层材料选择:根据轴瓦位的工作环境和性能要求,选择合适的涂层材料,如耐磨、耐腐蚀的合金粉末等。
3、激光熔覆过程:将涂层材料均匀铺设在轴瓦位表面,利用高能激光束进行熔化、凝固和冶金结合。通过控制激光束的能量和扫描速度,实现涂层的均匀性和致密性。
4、后处理与检测:对熔覆后的轴瓦位进行冷却、清理和表面质量检测,确保修复效果满足使用要求。
丝杆轴承位激光熔覆加工是一种、率的金属加工技术,广泛应用于各种机械制造领域。这种加工技术的主要优势在于其能够在丝杆轴承位表面形成一层坚固、耐磨、耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能。
激光熔覆加工的基本原理是利用高能激光束对金属表面进行快速加热,使其达到熔化状态,然后将预先准备好的合金粉末喷射到熔化区域,与基材实现冶金结合。通过控制激光束的功率、扫描速度和合金粉末的成分,可以在丝杆轴承位表面形成一层均匀、致密、的合金层。
与传统的机械加工方法相比,激光熔覆加工具有许多特的优势。,激光熔覆可以在不改变基材组织结构和性能的前提下,对其表面进行强化和修复,大大提高了零件的使用寿命。其次,激光熔覆加工过程中,热影响区小,变形小,能够保持零件的原始精度和尺寸稳定性。此外,激光熔覆加工还具有加工速度快、、环保等优点。
在丝杆轴承位激光熔覆加工过程中,需要严格控制各种工艺参数,如激光束的功率、扫描速度、合金粉末的成分和喷射速度等。同时,还需要对加工过程进行实时监测和调整,以确保合金层的质量和性能。此外,对于不同的材料和应用场景,需要选择适合的合金粉末和工艺参数,以达到佳的加工效果。
丝杆轴承位激光熔覆加工在机械制造领域具有广泛的应用前景。例如,在各种机械零件中,如数控机床、航空航天器、汽车发动机等,丝杆轴承位是关键的传动部件,其性能直接影响到整个机械系统的运行效率和稳定性。通过激光熔覆加工,可以在丝杆轴承位表面形成一层高硬度、高耐磨、高耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能,降低维护成本和停机时间,提高生产效率和经济效益。
此外,丝杆轴承位激光熔覆加工还可以应用于各种复杂形状和难以加工的金属零件表面。通过激光熔覆加工,可以在这些难以加工的区域形成一层的合金层,从而实现对整个零件的强化和修复。这种加工技术不仅可以提高零件的性能和寿命,还可以拓展金属零件的应用范围和适应性。
总之,丝杆轴承位激光熔覆加工是一种、率的金属加工技术,具有广泛的应用前景和重要的经济价值。随着科技的不断发展和进步,激光熔覆加工将会在更多的领域得到应用和推广,为机械制造行业的发展注入新的活力和动力。
- 国盛激光熔覆设备
- 激光焊机
- 段总
- 补焊
- 交流
- 金属
- 脉冲



