湖南湘西激光熔覆设备修复






- 面议
- 2024-10-30 14:06:27
- 补焊
- 交流
- 国盛激光熔覆设备
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光熔覆技术在钢铁冶金行业的应用主要体现在表面修复和表面改性两个方面。钢铁冶金行业对耐蚀、耐磨、抗氧化、耐高温等性能要求较高,通常采用传统的补焊工艺对零件进行修复,但由于钢铁材料表面硬度较低,且存在一定程度的氧化和磨损,导致修复后的零件耐蚀性和耐磨性下降。激光熔覆技术可显著提高金属零件表面的耐蚀性能和耐磨性能,且不需要再进行复杂的处理。
1、耐磨钢件、高合金工具钢件的修复激光熔覆技术主要是在基体与涂层之间形成冶金结合,因此,激光熔覆技术对基体材料的要求较低;但激光熔覆涂层与基体之间为冶金结合,且涂层与基体之间的结合强度较低。因此,在选用激光熔覆涂层时应对基体材料的性能进行分析;
2、在钢件表面制备耐磨、防腐涂层激光熔覆技术在钢件表面制备耐磨、防腐涂层是近年来发展起来的一项新技术,其目的是使工件表面获得具有耐腐蚀和抗磨损性能的耐磨、防腐涂层。激光熔覆技术可以在钢件表面制备一层厚度约为30~100μm的熔覆层,与基体之间为冶金结合;
3、在钢件上制备抗氧化涂层激光熔覆技术是通过在钢件表面形成一层致密且具有很高抗氧化性能的耐磨、防腐涂层。激光熔覆技术主要分为热喷涂、热浸镀和等离子喷涂三种方法;
4、激光熔覆技术对钢件表面改性主要体现在:
①将激光熔覆层与钢件之间形成冶金结合;
②用激光熔覆层代替钢零件部分材料,在钢零件上形成具有特殊功能和性能的涂层。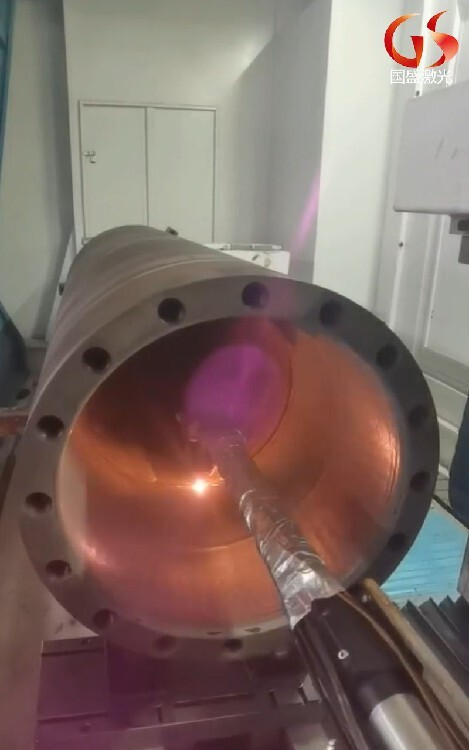
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。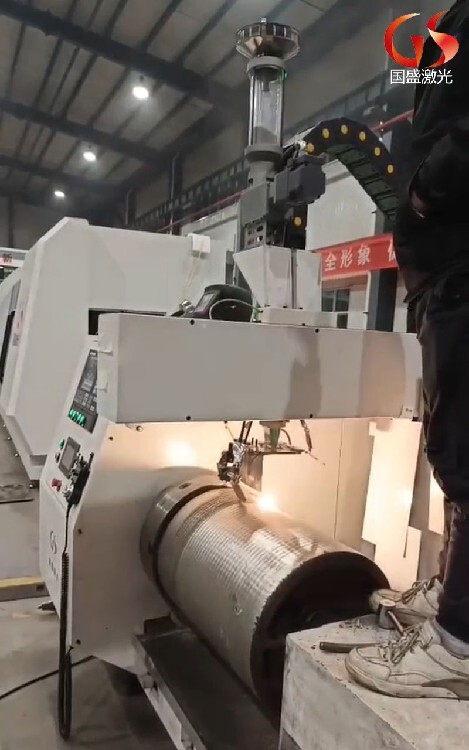
高压电机轴瓦位激光熔覆修复的优势
1、修复精度高:激光熔覆技术可以实现微米级的修复精度,确保轴瓦位尺寸的恢复和表面质量的提升。
2、热影响小:激光熔覆过程中,激光束与材料的作用时间短,热影响区小,降低了对基材性能的影响。
3、涂层性能:通过选择适当的涂层材料,可以获得的耐磨、耐腐蚀等性能,延长电机使用寿命。
4、修复:激光熔覆技术具有较高的修复速度,可快速完成轴瓦位的修复工作,减少停机时间。
高压电机轴瓦位激光熔覆修复的实施步骤
1、表面预处理:对轴瓦位表面进行清洁、除锈、除油等处理,确保表面无杂质和油污,以提高涂层与基材的结合力。
2、涂层材料选择:根据轴瓦位的工作环境和性能要求,选择合适的涂层材料,如耐磨、耐腐蚀的合金粉末等。
3、激光熔覆过程:将涂层材料均匀铺设在轴瓦位表面,利用高能激光束进行熔化、凝固和冶金结合。通过控制激光束的能量和扫描速度,实现涂层的均匀性和致密性。
4、后处理与检测:对熔覆后的轴瓦位进行冷却、清理和表面质量检测,确保修复效果满足使用要求。
- 国盛激光熔覆设备
- 激光焊机
- 段总
- 补焊
- 交流
- 金属
- 脉冲



