西安国盛激光科技有限公司
 第3年
第3年

 第3年
第3年 
第3年

来源:西安国盛激光科技有限公司 时间:2025-01-27 10:28:52 [举报]
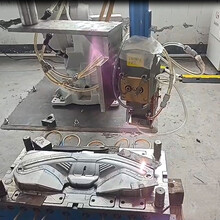
玻璃磨具激光熔覆加工是一种新型加工技术,其原理是用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度层。涂层以提高其耐磨性、耐腐蚀性和耐高温性。
一、玻璃磨具激光熔覆加工原理
玻璃磨具激光熔覆加工的原理是利用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度涂层,提高其耐磨、耐腐蚀、耐高温性能。激光熔覆过程中,高能激光束聚焦在玻璃磨具表面,使表面材料快速熔化并形成液池,同时添加碳化物、氮化物等高硬度涂层材料,增强涂层硬度。和耐磨性。在激光束的作用下,液池中的涂层材料迅速冷却并结晶,形成高硬度涂层。
二、玻璃磨具激光熔覆加工特点
1、:玻璃磨具激光熔覆加工采用高能激光束,可以快速地熔化材料并形成涂层,大大缩短了所需的加工时间。
2、高硬度:通过添加高硬度涂层材料,使玻璃磨具激光熔覆形成的涂层具有高硬度,可显着提高玻璃磨具的耐磨性。
3、耐腐蚀性强:涂层材料具有良好的耐腐蚀性,可以保护玻璃磨具表面免受腐蚀损坏。
4、耐高温性好:由于镀膜材料具有良好的耐高温性,可以保护玻璃磨具在高温环境下的稳定性。
5、适用范围广:玻璃磨具激光熔覆加工适用于各种类型的玻璃磨具,如平板玻璃、曲面玻璃等。
三、激光熔覆加工玻璃磨具的应用
玻璃磨具激光熔覆加工技术已广泛应用于光学、汽车、航空航天等多个领域,下面介绍几个具体应用实例。
1、光学领域:在光学领域,玻璃是常用的材料之一,但它容易磨损、腐蚀。采用玻璃磨料激光熔覆加工技术可以显着提高玻璃的耐磨性和耐腐蚀性,延长其使用寿命。
2、汽车领域:汽车玻璃在使用过程中容易受到环境污染和摩擦损坏,采用玻璃磨具激光熔覆加工技术可以增强汽车玻璃的耐磨性和耐腐蚀性,提高其可靠性和安全性。
3、航空航天领域:在航空航天领域,高温、高压、高速等极端环境下使用的玻璃材料需要有更高的性能要求。采用玻璃磨具激光熔覆加工技术,可以增强玻璃材料的耐高温、耐腐蚀、耐磨性能,提高其稳定性和可靠性。
四、激光熔覆加工玻璃磨具的发展前景
随着科学技术的不断发展,玻璃磨具激光熔覆加工技术将不断进步和完善。未来,该技术将在以下几个方面得到进一步发展和应用:
1、设备研发:进一步开发、稳定的玻璃磨料激光熔覆加工设备,提高设备的加工速度和可靠性。
2、材料创新:不断探索硬度高、耐腐蚀性强的新型涂层材料,满足不同领域的需求。
3、工艺优化:优化玻璃磨具激光熔覆工艺,提高镀层的均匀性和致密性,降低缺陷率。
4、应用拓展:将玻璃磨具激光熔覆加工技术应用到更多领域,如电子、能源等领域,为产业发展提供更广阔的空间。
油田的工作条件比较恶劣。许多金属零件长期在重负荷下工作,伴随着腐蚀、摩擦和磨损,导致其过早失效。缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙都在近毫米量级。但常规表面技术的处理层较薄,导致磨损件表面修复困难,限制了这些技术的应用范围。
激光熔覆技术作为一种新型的表面工程技术,已经在许多领域得到了广泛的应用。在油田中,激光熔覆主要应用于石油钻杆、抽油杆、石油管道等方面。下面我们将分别介绍这些应用。
1、石油钻杆
石油钻杆是石油钻井作业中钻遇地层的重要工具之一。由于钻杆在井下受到冲击、摩擦和腐蚀,其表面容易出现裂纹、磨损和腐蚀等问题,严重影响钻井作业的安全和效率。了解决这一问题,激光熔覆技术被广泛应用于石油钻杆的表面强化与修复。
通过激光熔覆技术,在钻杆表面形成一层硬度高、耐腐蚀、耐磨损、耐高温的涂层,可显著提高钻杆的性和使用效率。同时,激光熔覆技术还可以修复钻杆表面的损伤,延长钻杆的使用寿命,降低更换成本。
2、抽油杆
抽油杆是油田采油的重要工具之一。由于长期受到来自地下原油的腐蚀和摩擦,抽油杆容易出现磨损、裂纹、变形等问题,严重影响了原油的开采和提率。为了解决这一问题,激光熔覆技术被广泛应用于抽油杆的表面强化与修复。
经过激光熔覆技术,在抽油杆表面形成一层高硬度、高韧性的涂层,可显著提高抽油杆的度和使用效率。激光熔覆技术还可以修复抽油杆表面的损伤,延长抽油杆的使用寿命,降低更换成本。
3、石油管道
输油管道是石油生产中不可缺少的重要设施之一。由于输送的原油中往往含有腐蚀性物质,这些物质会对管道造成腐蚀和破坏,严重影响石油生产的安全和稳定。因此激光熔覆技术被广泛应用于输油管道防腐和修复。
通过激光熔覆技术,可以在管道内外表面形成一层具有高耐腐蚀性能的涂层,显著提高管道的耐久性和安全性。同时,激光熔覆技术还可以对管道表面的损伤进行修复,避免了管道泄漏等事故的发生,降低了维修成本。
总之激光熔覆技术在油田的应用可以在抽油机上得到实现,大大提高了设备的寿命及安全性,也给企业带来的益处,降低了成本。
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;
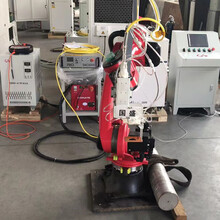
激光熔覆是一种对基材的表面改性技术。通过预先设定熔覆路径,利用激光辐照,使熔覆材料与基体表层快速熔化成激光所经过的熔池,然后快速凝固成冶金结合、低稀释的熔覆层,因此即对机械零件进行原位修复,或熔覆工艺,以提高原基材表面的耐磨、耐蚀、耐热、抗氧化等性能。
与传统加工技术相比,激光熔覆技术具有以下特点:
1、熔覆层与基体能形成冶金结合;
2、基体受到的热影响小,不易变形;
3、熔覆层的稀释率低,节约昂贵的熔覆材料;
4、熔覆层的厚度大小可以控制;
5、可以修复零部件的特定部位及其他方法难以处理的部位。
在对农机零部件进行熔覆和修复之前,需要对农机零部件的表面进行预处理。由于农机工作环境恶劣,农机零部件表面常常覆盖有土壤、油污、水、化肥、农药、铁锈、氧化层等,因此与其他领域相比,零部件的修复工作更多复杂的。对于农业机械的零部件,一般的操作是用水冲洗掉接触土壤的部件表面的污垢。如果破损表面污垢比较牢固,可以采用激光清洗的方法清理。之后,用砂纸打磨待熔覆表面,并用丙酮清洗,避免激光熔覆时表面污渍进入熔覆层,造成缺陷,影响熔覆层的质量和性能。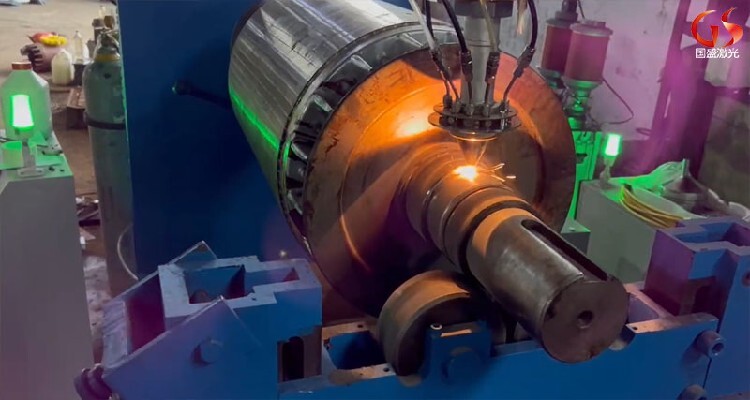
激光熔覆与激光合金化的两个过程类似,但有本质区别,主要区别如下:
1、激光熔覆过程中,熔覆材料完全熔化,基体熔层极薄,因此对熔覆层成分的影响极小,而激光合金化是在表面熔合中加入合金元素基体层,目的是在基体的基础上形成新的合金层。
2、 从本质上讲,激光熔覆不是利用基体表面的熔融金属作为溶剂,而是将单配置的合金粉末熔化,使其成为熔覆层的主体合金,同时形成一层薄薄的基底合金层也熔化,与其形成冶金结合。
激光熔覆技术制备新材料是极端条件下失效零件修复再制造和金属零件直接制造的重要基础,受到了科学界和企业的高度重视。
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。
标签:广东高速激光熔覆设备,高速激光熔覆设备企业,广州高速激光熔覆设备,山东济宁激光熔覆设备企业