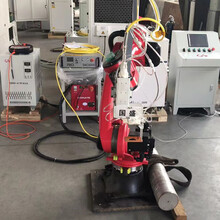
西安国盛激光科技有限公司
 第3年
第3年

 第3年
第3年 
第3年

来源:西安国盛激光科技有限公司 时间:2025-03-26 17:14:33 [举报]
激光淬火预处理的目的:
1、获得金属基体表面均匀、致密、无缺陷及低杂质的表层组织;
2、获得高致密性表面结构和良好的耐磨性能;
3、获得均匀一致的表面力学性能,提高工件表面光洁度、降低疲劳强度和延长使用寿命;
4、使工件在高温下保持良好的热稳定性。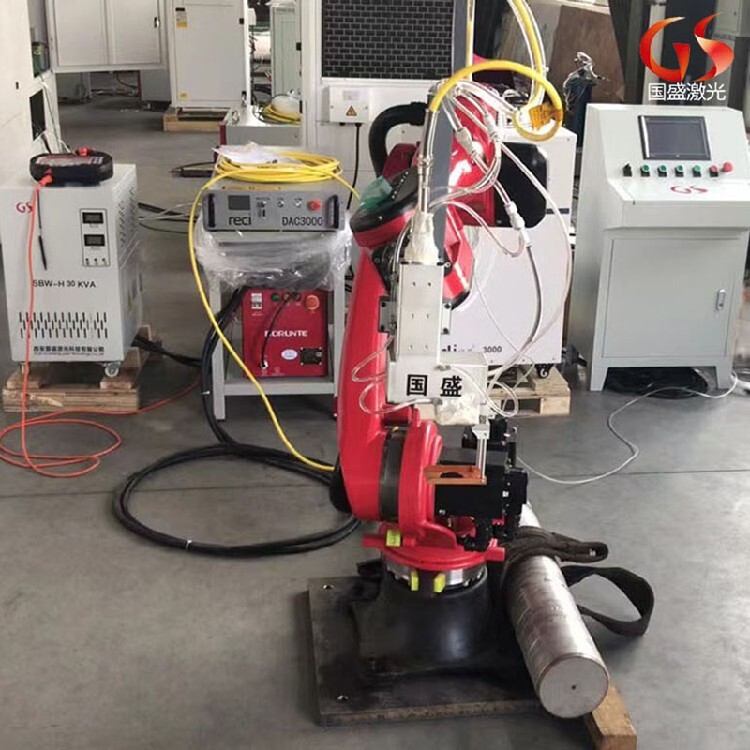
采用水溶性淬火冷却介质的汽车零部件一般可以分为以下几类:
1、曲轴:发动机的核心零部件生产工艺要求连续化水平高,普遍应用的是PAG类水溶性淬火冷却介质。
2、小型轴类产品:PAG类水溶性淬火冷却介质可用于各种小轴类产品,包括半轴、连杆、半轴套管、转向节、转向球头、转向臂和转向接口等。这种淬火介质可以应用于各种不同结构简单或复杂的产品。但是,建议在使用前进行具体试验。
3、对于需要进行渗碳淬火处理的工件,我们需要进行以下步骤:
(1)需要将工件进行预热处理,以确保工件表面温度达到所需温度。
(2)我们需要将工件与加热介质接触,以便工件表面能够均匀地吸收加热介质。
(3)需要控制加热温度和时间,以确保工件表面能够均匀地淬火处理。
(4)需要对淬火后的工件进行冷却处理,以使其表面达到所需的硬度和韧性。
因此,淬火处理的工件需要进行预热、与加热介质接触、控制加热温度和时间,并对淬火后的工件进行冷却处理。
许多汽车零部件需要进行渗碳或碳氮共渗处理,以增强其耐磨性和提高抗疲劳强度。通常使用的材质包括20Cr、20CrMnTi和20CrMnMo,它们通常使用淬火油作为冷却介质。
4、感应热处理工件: 这些工件(曲轴、半轴、花键轴、传动轴等)都需要进行感应热处理。为了满足热处理的要求,通常会使用PAG水溶性淬火冷却介质。
在使用PAG水溶性淬火冷却介质之前,需要检查介质浓度。一般情况下,介质浓度的变化范围应该在设定使用值的±1%之内。此外,还需要对淬火冷却介质进行充分的搅拌。通过利用空气中的氧气,可以有效地杀灭细菌,从而防止或尽量减少各种污染的出现。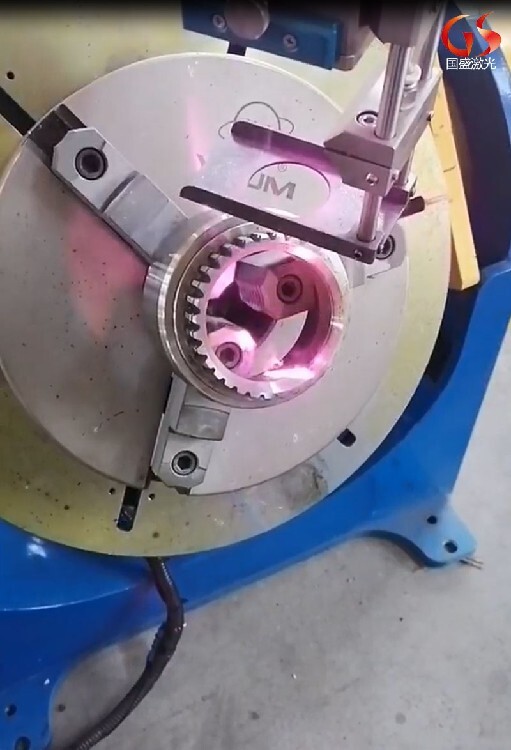
激光淬火技术在钢铁行业的应用实例
1、轧辊的激光合金化
轧辊是轧钢机中产生金属连续塑性变形的主要工作部件和工具。长期恶劣的工作条件会导致表面起皮、裂纹甚至断裂。用激光对轧辊进行合金化处理,可有效延长轧辊的使用寿命。通过棒辊激光合金化处理,不变形、耐高温、耐腐蚀,钢材通过能力显著提高。
2、辊底式激光淬火
炉底辊作为高温板坯传输媒介,长期在充斥腐蚀性气体的高温环境下工作,与高温板坯直接接触的辊环,表面易出现粘钢、结瘤、氧化、腐蚀、磨损、高温蠕变等现象,特别是由粘钢和结瘤造成的板坯下表面凹坑、划痕、重皮等各类质量缺陷,在硅钢、冷轧原料等软钢上表现的尤为。在辊环表面激光淬火一层耐高温、抗氧化、耐磨损的新材料。炉底辊在使用寿命期间表面结瘤或氧化皮疏松、剥落,可能影响钢板,钢坯的后续轧制质量,可有效提高生产线的经济效益。激光淬火技术可对各种导轨、大型齿轮、轴颈、气缸内壁、模具、减震器、摩擦轮、滚轮、和滚轮零件等表面进行强化处理。适用材料为中、高碳钢和铸铁等。
标签:四川激光淬火,激光淬火厂家,甘孜激光淬火,激光淬火厂家地址