西安国盛激光科技有限公司
 第3年
第3年

 第3年
第3年 
第3年

来源:西安国盛激光科技有限公司 时间:2024-11-28 09:38:39 [举报]
1、激光淬火生产中的主要问题
根据激光表面淬火技术研究中的工艺参数及其内在联系可以知道,在激光淬火生产过程中,操作者对工艺参数的控制非常严格,工艺稳定性差是必然的。产生这种现象的主要原因是光斑的功率密度和激光的不均匀性影响淬火过程的稳定性;光斑形状对硬化层均匀性的影响:激光表面淬火难以大面积硬化层;工件初始状态对激光淬火质量的影响。
2、提高激光淬火产量的一些改进措施
使用激光淬火系统生产产品时,需要对淬火过程中的各种因素进行优化和控制,以激光淬火过程的稳定性。在控制激光功率、扫描速度、光斑大小等工艺因素的基础上,技术人员可以根据产品淬火前的导热系数、热扩散系数、熔点、临界相变温度、淬火部位形状等,提前将影响因素输入智能监控工艺系统。在淬火过程中,操作者根据智能系统控制中心显示的各种参数变化信息,实时控制激光器、光学系统和旋转平台的运行,从而完成淬火的控制,实现激光表面淬火产品的目的。如图3所示,传感器1-4分别监测激光输出光束的功率和功率密度分布、光束转换系统的调节状态、工件表面激光照射区域的温度变化和工作台的运动状态。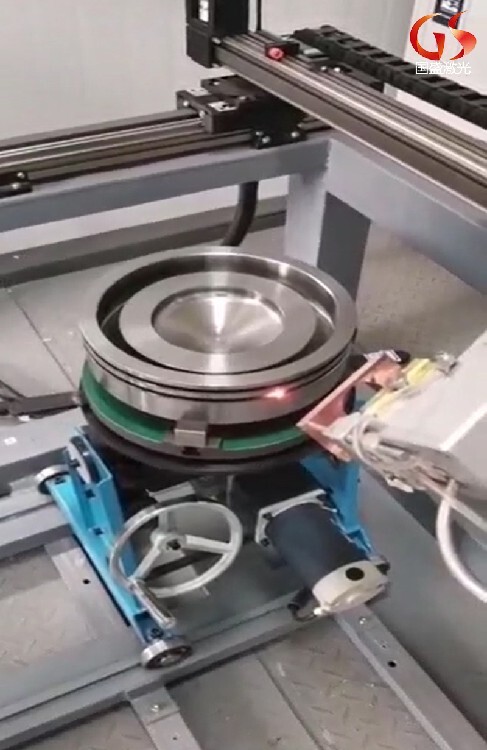
齿轮激光淬火是一种的表面处理技术,它结合了激光技术和淬火技术的优点,为齿轮等机械零件提供了更、更精密的加工方法。激光淬火技术以其特的优势在工业生产中得到了广泛的应用,为现代制造业注入了新的活力。
激光淬火的基本原理是利用高能激光束对材料表面进行快速加热和冷却,从而改变材料表面的组织和性能。激光束具有的能量密度和极短的加热时间,它能在很短的时间内将材料表面加热到熔化或相变温度,然后迅速冷却,形成硬度高、耐磨性好的马氏体组织。 这种方法不仅可以增加齿轮表面的硬度和耐磨性,而且可以提高其疲劳性能和耐腐蚀性能。
齿轮激光淬火的主要优点是、率、高可靠性。激光束可以控制加热区域,实现局部淬火,避免整个齿轮过度加热和变形。同时,激光淬火工艺快速、简单,可在短时间内加工大量齿轮,提高生产效率。此外,激光淬火形成的马氏体组织具有的机械性能和稳定性,可显着提高齿轮的使用寿命和可靠性。
齿轮激光淬火过程中,需要注意控制激光参数、淬火介质、淬火工艺等因素,以佳的淬火效果。激光参数的选择直接影响加热速度和加热深度,需要根据齿轮的材质和厚度进行合理调整。淬火介质的选择对于控制冷却速度和冷却均匀性至关重要。常用的淬火介质有水、油、聚合物等。此外,淬火工艺的优化也是提高激光淬火效果的关键,包括预热、扫描速度、淬火次数等参数的调整。
齿轮激光淬火在工业生产中具有广阔的应用前景。可应用于各类齿轮,如汽车齿轮、工程机械齿轮、船舶齿轮等。随着制造业的快速发展和市场竞争的加剧,对齿轮性能和寿命的要求越来越高。齿轮激光淬火作为一种的表面处理技术,可以满足这些要求,提高齿轮的耐磨性、抗疲劳性和使用寿命,为现代制造提供有力支撑。
此外,齿轮激光淬火还有助于实现绿色制造和节能减排。传统的齿轮淬火方法往往消耗大量的能源和原材料,同时产生大量的废物和污染。激光淬火技术具有、节能、环保的优点。它可以显着减少能源消耗和废物产生,减少对环境的影响。
总之,齿轮激光淬火是一种的表面处理技术,具有、率、高可靠性等优点。它已广泛应用于工业生产中,为现代制造业注入新的活力。随着科学技术的不断进步和市场需求的不断增长,齿轮激光淬火技术将不断优化和改进,为制造业的可持续发展做出更大的贡献。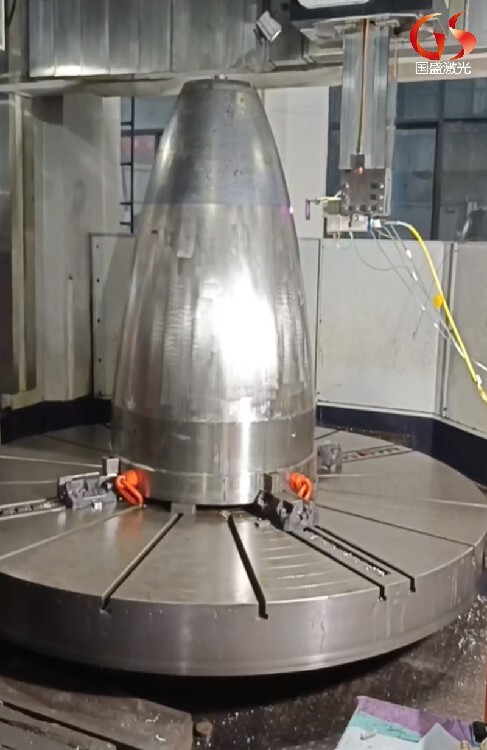
压辊模具激光淬火技术是一种的表面处理技术,其通过高能激光束对压辊模具表面进行快速加热和冷却,实现表面硬化和强化的效果。这项技术在工业领域得到了广泛的应用,尤其在钢铁、有色金属、橡胶、塑料等行业的压延和挤出工艺中,压辊模具的寿命和性能对生产效率和产品质量有着至关重要的影响。
传统的压辊模具淬火技术通常采用油或水作为冷却介质,通过快速冷却使模具表面形成一层高硬度的淬硬层。然而,这种技术存在一些局限性,如淬硬层深度较浅、冷却不均匀、易产生裂纹等。相比之下,激光淬火技术具有许多优点,如淬硬层深度大、硬化均匀、冷却速度快、变形小等。
激光淬火的原理是利用高能激光束对压辊模具表面进行扫描,通过快速加热和冷却使表面材料发生相变,形成一层高硬度的硬化层。激光淬火的硬化层深度可以达到数毫米至数厘米,硬化层内的显微组织结构也得到了显著改善,具有更高的硬度和更好的耐磨性。同时,激光淬火还可以改善压辊模具的抗疲劳性能和耐腐蚀性能,从而提高其使用寿命。
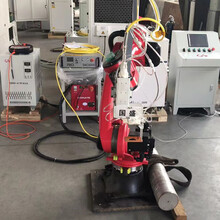
激光淬火技术的实施需要使用高功率激光器和运动系统。激光器通常采用二氧化碳或光纤激光器,它们的输出功率可以调节,以适应不同厚度和不同材料的压辊模具。运动系统则负责控制激光束的扫描路径和速度,以确保均匀加热和冷却整个表面。在处理过程中,需要对压辊模具进行的热分析,以确定佳的工艺参数,如激光功率、扫描速度、光斑尺寸等。
激光淬火技术在工业应用中已经得到了广泛验证,其在提高压辊模具性能和寿命方面具有显著优势。与传统淬火技术相比,激光淬火技术具有更高的生产效率和更好的质量。此外,激光淬火技术还可以通过优化工艺参数来满足不同材料和不同用途的压辊模具的需求。随着技术的不断发展和成本的不断降低,激光淬火技术将在更多领域得到应用和推广。
在未来的发展中,激光淬火技术将继续受到关注和研究。人们将更加深入地研究激光与材料之间的相互作用机制,探索更加优化的工艺参数和控制方法。同时,随着新材料和新应用的不断涌现,激光淬火技术将面临更多的挑战和机遇。相信在不久的将来,这项技术将会取得更加显著的突破和创新。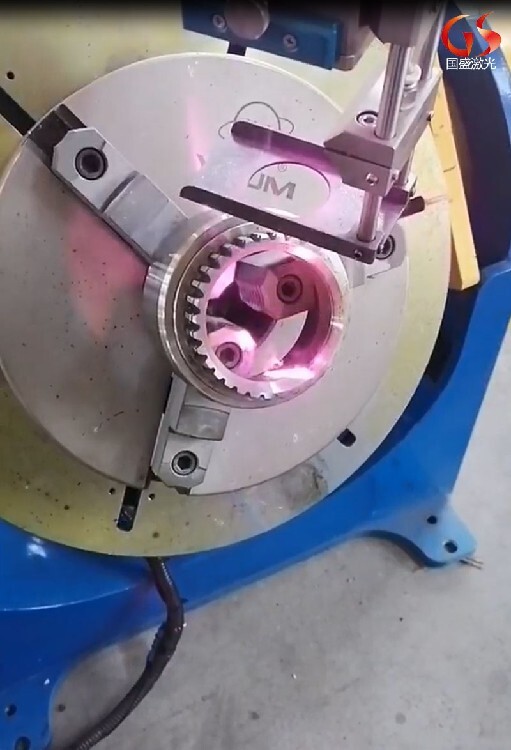
轮盘是一种的机械设备,广泛应用于汽车、航空航天、石油化工等领域。然而,轮盘在长期使用过程中,由于受到高温、高压、腐蚀等因素的影响,容易出现变形、磨损、裂纹等问题,影响其正常使用和精度。因此,轮盘修复成为了一个重要的技术问题。
轮盘修复的主要目的是恢复其形状和尺寸精度,同时提高其表面硬度和耐磨性。修复过程中需要考虑到轮盘的材料、结构、使用要求等因素,选择合适的修复方法和材料。
一般来说,轮盘修复可以分为以下几个步骤:
一、准备工作
在修复前,需要对轮盘进行全面的检查和测量,了解其材料、结构、使用要求等信息。同时,需要准备好修复所需的设备和材料,如磨床、铣床、车床、砂轮、修复剂等。
二、表面处理
表面处理是轮盘修复的重要步骤之一,包括除油、除锈、粗化等操作。在表面处理时,需要使用的清洗剂和粗化剂,将轮盘表面的油污、锈迹、氧化皮等杂质去除,同时使表面粗化,提高修复层的附着力。
三、激光淬火修复
激光淬火修复是一种的加工技术,可以显著提高轮盘的硬度和耐磨性,从而延长其使用寿命。
1、激光淬火轮盘加工的基本原理
激光淬火加工是一种利用高能激光束照射轮盘表面,使其快速吸收热量并迅速冷却的加工方法。在激光束的照射下,轮盘表面材料迅速加热并达到熔点,然后快速冷却,从而实现淬火效果。这种加工方法可以实现局部淬火,使轮盘的硬度和耐磨性得到显著提高。
2、激光淬火轮盘加工的优点
(1) 、提高轮盘的硬度和耐磨性:激光淬火轮盘加工可以实现局部淬火,使轮盘的硬度和耐磨性得到显著提高,从而延长其使用寿命。
(2) 、降低成本:相比传统的淬火方法,激光淬火轮盘加工不需要使用冷却介质,因此可以降低成本。
(3) 、减少变形:传统的淬火方法可能会导致轮盘变形,而激光淬火轮盘加工可以控制热量的输入和分布,从而减少变形。
(4) 、快速加工:激光淬火轮盘加工具有快速、的优点,可以在短时间内完成轮盘的加工。
(5)、 环保:激光淬火轮盘加工不需要使用任何化学物质或冷却介质,因此不会对环境造成污染。
激光淬火修复是轮盘修复的核心步骤,需要根据轮盘的实际情况选择合适的修复方法和材料。激光淬火在修复施工过程中,需要控制好温度、湿度、压力等参数,确保修复质量和精度。
四、后处理
后处理是轮盘修复的后一步,包括修整、抛光、检验等操作。在后处理过程中,需要使用的修整工具和抛光剂,将修复部位修整光滑,同时对修复部位进行检测和验证,确保其符合使用要求。
轮盘修复是一项技术性很强的工作,需要的技术人员和设备支持。在修复过程中,需要注意安全和环保问题,避免出现意外事故和污染环境的情况。同时,对于不同的轮盘和修复要求,需要选择合适的修复方法和材料,确保修复质量和效果。
激光淬火齿轮和齿圈,热注入量小,齿轮或齿圈热变形小,不降低齿轮精度,不破坏齿面表面粗糙度,激光熔覆技术可以直接修复断牙。
激光淬火修复技术工艺步骤
(1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。).
(2)淬火工艺参数:激光淬火后的齿面硬度范围可控制在HRC35— 45之间;硬化层的深度为0.4-0.6毫米;激光功率为2.0-3.5 kw;淬火速度为10–50mm/s,根据齿轮齿面、齿根和齿顶对材料表面硬度的不同要求,采用数控系统分段分区改变工艺参数,获得相应的激光硬化层。激光淬火后,不回火,齿面表面粗糙度基本不变。
(3)激光熔覆的工艺指标:单层激光熔覆厚度可根据需要在0.2-2.5毫米之间调整。激光熔覆层的硬度可根据工件的要求在HRC 25-60之间调节。对于大型钢齿轮,可以不预热直接包覆。熔覆层均匀连续,无裂纹、气孔等冶金缺陷。
技术参数:
项目
参数
激光器
2-6KW激光器,半导体、光纤(可选配)
机器人
夹持重量10-100kg,臂展1000-3700mm,KUKA\ABB\FANUC等可选配
激光加工头
3-25mm光斑,圆形、方形可选
冷水机
单温、双温,制冷量根据激光器选配
选配件
离线编程、温度检测、在线检测等
输入电压
360-480V三相五线制,50-60HZ
标签:大同激光淬火设备,激光淬火设备生产厂家,山西激光淬火设备,激光淬火设备价钱