





关键词 |
四川激光淬火,激光淬火设备价钱,阿坝激光淬火,贵州激光淬火 |
面向地区 |
全国 |
激光淬火预处理的目的:
1、获得金属基体表面均匀、致密、无缺陷及低杂质的表层组织;
2、获得高致密性表面结构和良好的耐磨性能;
3、获得均匀一致的表面力学性能,提高工件表面光洁度、降低疲劳强度和延长使用寿命;
4、使工件在高温下保持良好的热稳定性。
激光预处理过程中应注意的问题:
1、激光能量密度高,需要进行充分的预热,以材料达到一定程度被充分加热和均匀加热,激光能量集中于需要保护部位;
2、在加热过程中不要让金属材料在淬火后冷却,而是让它再加热一段时间,以便获得更高温度下的淬火组织。
三、激光淬火预处理工艺的选择:
1、材料的选择
对于激光淬火零件,应根据其所用材料,确定所需零件的激光淬火工艺方案。如果零件是由碳、氮或铬等元素组成的,则应在激光淬火之前进行脱碳处理。
2、工件材料尺寸大小和形状的选择
一般情况下,工件材料的尺寸越小,其熔点越高,相对地冷却速度越慢。因此,对一般钢材而言,当激光功率密度不大时其适宜尺寸较小;对于耐磨性要求较高但尺寸又较大的零件而言,宜采用高功率密度激光淬火工艺方案。

激光淬火优势:
1.激光淬火设备容易操作,在金属表面进行加热和冷却,具有速度快、热影响小、变形小等特点,适用于表面热处理;
2.激光淬火可以替代传统淬火工艺,适用于多个工件的淬火;
3.可以控制表面和深度温度场的分布,对不同材料的淬火深度可以实现可调节;
4.对工件进行局部淬火时,激光束不会直接加热到工件的表面,而是通过焦点区域作用于工件的表层。这种方法能工件表面和内部的均匀淬火,防止产生马氏体、珠光体等组织;
5.激光淬火可提高材料的耐磨性、抗疲劳强度和抗蚀能力;
6.激光淬火可以使材料的力学性能达到佳状态,如弹性模量和抗拉强度。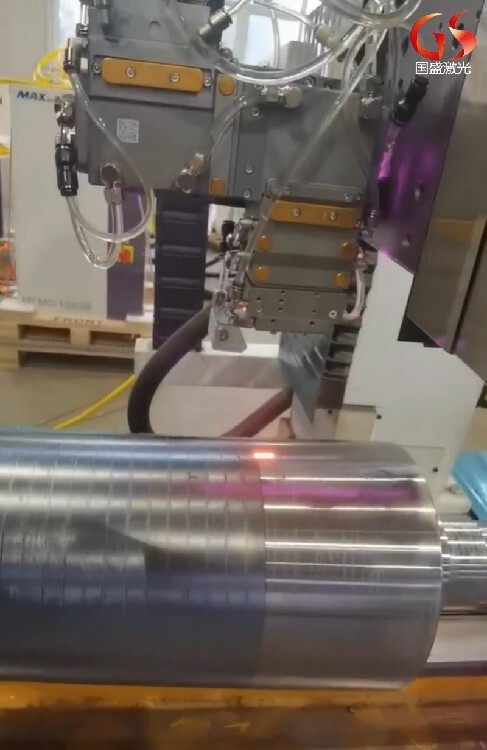
激光淬火的特点以及几种不同的表述方式:
1、加工:通过快速加热(105~106ºC/s)和快速自冷(105 ºC/s)的方式,可以提高扫描速度和生产率,从而取代传统的淬火方式。
2、 淬火质量均匀可控:激光相变硬化相比常规相变硬化具有更高的硬度,可获得极细的硬化层组织。采用大功率的激光器,可以实现硬化层深达2mm。淬火质量可以控制,并且激光相变硬化比常规相变硬化更具有优势,硬化层可以更细,同时采用大功率激光器可以提高硬化层的深度至2mm。
3、加工变形小:由于激光加热速度快,所以热影响区相对较小。这导致相变硬化应力和变形相对较小。
4、淬火区域可选: 可以用于淬火的区域有多种选择,能够对形状较为复杂的零件,以及无法使用其他常规方法进行处理的零件进行硬化处理,例如带有凹槽的零件等。
5、自动化程度高:工艺过程可以通过计算机控制实现自动化,从而实现高自动化程度。这种高自动化程度使得产品生产过程可以纳入自动化流水线中,从而提高生产效率。
6、绿色环保: 激光相变硬化热量传导自冷,无需使用水、油等冷却介质,也无需添加功能合金材料,实现了环保和节能。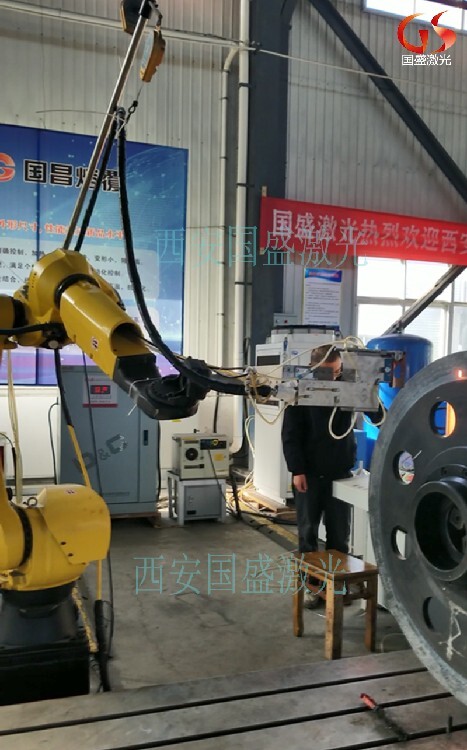
采用水溶性淬火冷却介质的汽车零部件一般可以分为以下几类:
1、曲轴:发动机的核心零部件生产工艺要求连续化水平高,普遍应用的是PAG类水溶性淬火冷却介质。
2、小型轴类产品:PAG类水溶性淬火冷却介质可用于各种小轴类产品,包括半轴、连杆、半轴套管、转向节、转向球头、转向臂和转向接口等。这种淬火介质可以应用于各种不同结构简单或复杂的产品。但是,建议在使用前进行具体试验。
3、对于需要进行渗碳淬火处理的工件,我们需要进行以下步骤:
(1)需要将工件进行预热处理,以确保工件表面温度达到所需温度。
(2)我们需要将工件与加热介质接触,以便工件表面能够均匀地吸收加热介质。
(3)需要控制加热温度和时间,以确保工件表面能够均匀地淬火处理。
(4)需要对淬火后的工件进行冷却处理,以使其表面达到所需的硬度和韧性。
因此,淬火处理的工件需要进行预热、与加热介质接触、控制加热温度和时间,并对淬火后的工件进行冷却处理。
许多汽车零部件需要进行渗碳或碳氮共渗处理,以增强其耐磨性和提高抗疲劳强度。通常使用的材质包括20Cr、20CrMnTi和20CrMnMo,它们通常使用淬火油作为冷却介质。
4、感应热处理工件: 这些工件(曲轴、半轴、花键轴、传动轴等)都需要进行感应热处理。为了满足热处理的要求,通常会使用PAG水溶性淬火冷却介质。
在使用PAG水溶性淬火冷却介质之前,需要检查介质浓度。一般情况下,介质浓度的变化范围应该在设定使用值的±1%之内。此外,还需要对淬火冷却介质进行充分的搅拌。通过利用空气中的氧气,可以有效地杀灭细菌,从而防止或尽量减少各种污染的出现。
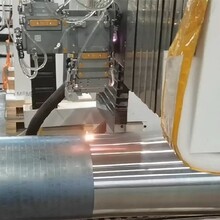
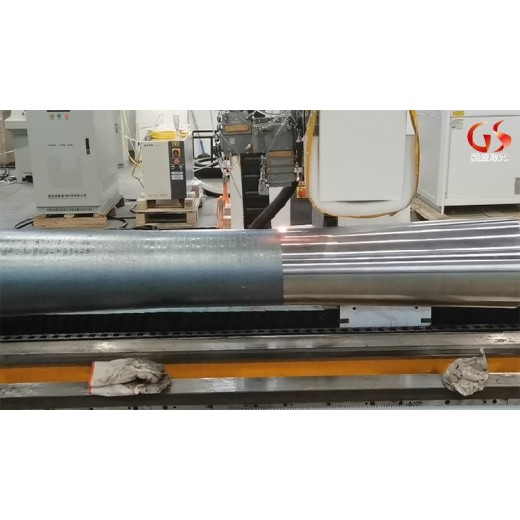
淬火加工是将金属材料加热到一定温度,然后快速冷却,以提高材料硬度和耐磨性的热处理工艺。走轮激光淬火是利用激光束对走轮表面进行淬火,以提高其硬度和耐磨性,延长其使用寿命的一种新型热处理工艺。
传统的淬火加工方法通常采用油冷或水冷,但这些方法都存在冷却不均匀、淬火效果差等缺点。相比之下,激光淬火加工具有更高的淬火质量和效率。
走轮激光淬火加工的基本原理是利用高能激光束照射走轮表面,使其快速加热到淬火温度,然后快速冷却,实现淬火处理。
走轮激光淬火加工工艺具有以下优点:
1、淬火质量高:由于激光束能量密度高,可以快速加热和快速冷却,以获得均匀的淬火效果。
2、:行走轮激光淬火加工可以在短时间内完成淬火过程,提高生产效率。
3、适用范围广:该工艺适用于钢、铸铁、有色金属等多种金属材料的淬火处理。
4、环保:走轮激光淬火过程中不使用任何化学品,不会对环境造成污染。
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。
走轮激光淬火加工的应用范围非常广泛,可应用于各种机械设备的走轮表面处理,如汽车、工程机械、农业机械等。此外,该工艺还可以应用适用于齿轮、轴类零件等精密零件的表面处理。
与传统淬火加工相比,行走轮激光淬火加工具有更高的硬度和耐磨性,可以提高零件的使用寿命和性能。同时,由于该工艺具有、适用范围广、环保等优点,可以大大降低生产成本,提高生产效率。因此,行走轮激光淬火加工是一种潜力的热处理新工艺。

西安国盛激光科技有限公司成立于2015年(旗下全资子公司陕西国昌熔覆激光科技有限公司),公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,的交付周期,灵活的技术服务,为客户提供高性价比的产品与服务。