新疆昌吉激光淬火设备价格






- ¥350000.00
- 2024-11-21 10:49:17
- 激光淬火
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光淬火预处理的目的:
1、获得金属基体表面均匀、致密、无缺陷及低杂质的表层组织;
2、获得高致密性表面结构和良好的耐磨性能;
3、获得均匀一致的表面力学性能,提高工件表面光洁度、降低疲劳强度和延长使用寿命;
4、使工件在高温下保持良好的热稳定性。
激光淬火也存在一些缺陷:
1.淬火温度高,工件表面硬化温度高容易变形。
2.需要淬火介质,容易损坏工件表面的光洁度。
3.使用不方便,不连续作业。
与普通热处理相比,激光淬火技术具有以下特点。
1、加热速度极快,工件热变形极小。由于激光功率密度高,加热速率可达1010℃/s,热影响区小,工件热变形小。
2、冷却速度非常快。在工件有足够质量的前提下,冷却速率可达1023℃/s;不需要冷却介质,通过从表面向内部的热传导进行自冷淬火。
3、工件经激光淬火后,表面获得细小的马氏体组织,具有较高的表面硬度(比普通淬火硬度值高15%~20%)和较高的疲劳强度(表面有残余压应力以上) 4000MPa)。
4、由于激光束的扫描(加热)面积很小,可以加工形状复杂的工件(如小凹槽、盲孔、小孔、薄壁件等)或局部加工加工非常,还可以根据需要对同一零件的不同部位进行不同的处理。
5、不需要加热介质,不会排放气体污染环境,有利于保护环境。
6、节能,且工件表面洁净,处理后无需打磨,可作为工件精加工的后一道工序。
激光表面淬火的大缺点是激光发生器价格昂贵。
由于激光表面淬火的上述优点,虽然研制时间短,但进展快,已成功应用于一些机械产品的生产,如变速箱齿轮、发动机缸套、轴承套圈和导轨等。铁轨等等。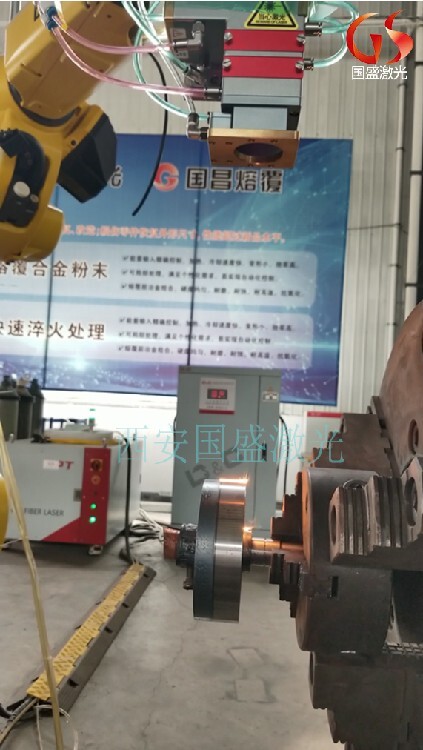
拉丝模淬火凸R位置及板料流量大的表面需要有高耐磨性,即高硬度。
由于淬火面积较大,常规的火焰淬火或感应淬火会造成工件较大的热变形,导致无法模具的精度,进而需要添加其他工艺手段来,这必然导致模具加工周期长,且容易出现硬度不稳定的情况。因此,我们改用激光淬火的方法,使工件的变形很小,甚至没有变形,不需要增加其他工艺手段就可以满足质量要求。
我们采用激光淬火对某车型的车门内板进行淬火,通过蓝光扫描检测淬火前后的表面变化,激光淬火后的模具表面能够满足精度要求。
应用激光淬火优化模具加工工艺与传统火焰淬火相比,激光淬火可以优化模具加工工艺,从而有效缩短制造周期,降低制造成本。以下是火焰淬火和激光淬火的工艺流程对比。
火焰淬火模具加工工艺流程:表面粗加工→半精加工→火焰淬火→加工消除变形→钳工装配→表面精加工→调试→研究→发货。
激光淬火模具加工工艺流程:表面粗加工→半精加工→钳工装配→表面精加工→激光淬火→调试、研配。
采用激光淬火模具,淬火前进行表面精加工,不仅避免了变形过程,提高了精加工效率,而且采用激光淬火方式的模具加工效率比采用火焰淬火方式提升了 30%以上。
采用水溶性淬火冷却介质的汽车零部件一般可以分为以下几类:
1、曲轴:发动机的核心零部件生产工艺要求连续化水平高,普遍应用的是PAG类水溶性淬火冷却介质。
2、小型轴类产品:PAG类水溶性淬火冷却介质可用于各种小轴类产品,包括半轴、连杆、半轴套管、转向节、转向球头、转向臂和转向接口等。这种淬火介质可以应用于各种不同结构简单或复杂的产品。但是,建议在使用前进行具体试验。
3、对于需要进行渗碳淬火处理的工件,我们需要进行以下步骤:
(1)需要将工件进行预热处理,以确保工件表面温度达到所需温度。
(2)我们需要将工件与加热介质接触,以便工件表面能够均匀地吸收加热介质。
(3)需要控制加热温度和时间,以确保工件表面能够均匀地淬火处理。
(4)需要对淬火后的工件进行冷却处理,以使其表面达到所需的硬度和韧性。
因此,淬火处理的工件需要进行预热、与加热介质接触、控制加热温度和时间,并对淬火后的工件进行冷却处理。
许多汽车零部件需要进行渗碳或碳氮共渗处理,以增强其耐磨性和提高抗疲劳强度。通常使用的材质包括20Cr、20CrMnTi和20CrMnMo,它们通常使用淬火油作为冷却介质。
4、感应热处理工件: 这些工件(曲轴、半轴、花键轴、传动轴等)都需要进行感应热处理。为了满足热处理的要求,通常会使用PAG水溶性淬火冷却介质。
在使用PAG水溶性淬火冷却介质之前,需要检查介质浓度。一般情况下,介质浓度的变化范围应该在设定使用值的±1%之内。此外,还需要对淬火冷却介质进行充分的搅拌。通过利用空气中的氧气,可以有效地杀灭细菌,从而防止或尽量减少各种污染的出现。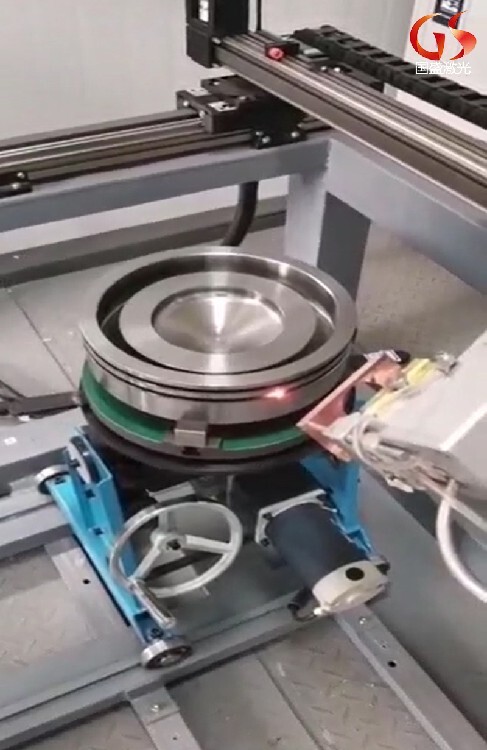
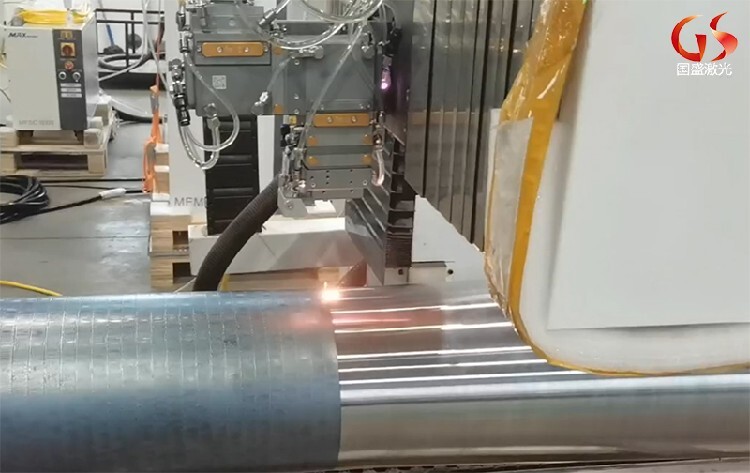
激光淬火技术在钢材上的应用:
激光淬火具有柔性灵活、质量稳定、定位准确、工件变形小、应力低等特点,适用于机械制造、冶金、煤矿、石油、石化、兵器、航空航天等领域。激光淬火深度一般为0.8~1.0mm,硬度比传统淬火高2~3HRC。国盛激光研发的激光淬火设备淬硬层深度可达2mm。例如大型阀座淬火深度为1-3mm。 75CrMo轧辊淬火深度为2mm,硬度由HS40提高到HS85,使用寿命提高6倍。汽轮机叶片三维曲面激光硬化层深度、硬度均匀,0.2~0.8mm可控,硬度HV400~490可控。瓦楞辊经激光淬火后使用寿命提高5倍。
西安国盛激光淬火设备采用激光器,工业机器人及控制系统,组成多轴联动的柔性激光加工系统。根据零件的形状及工艺需求,定制机型。现在又研发出了八轴淬火设备和移动式激光淬火设备,更方便了不能移动式工件的加工修复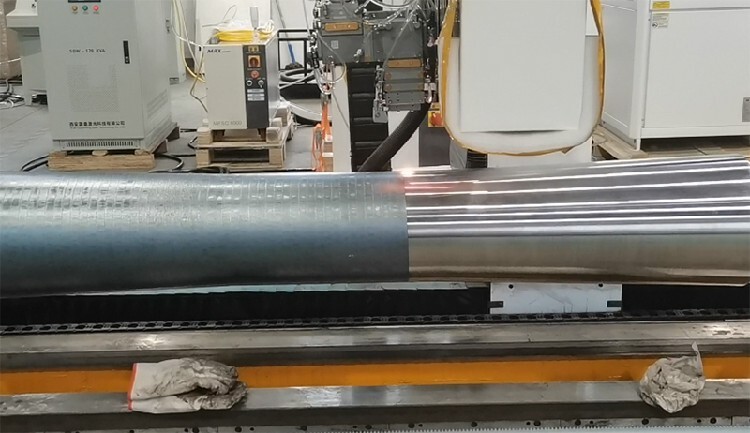
国盛激光成立9年来一直专注研发技术和生产。公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,快速的交付周期,灵活的技术服务,为客户提供高性价比的产品与服务。
利用激光淬火技术可以使低档材料实现表面改性,实现低成本零件制造与工作表面的佳结合,解决整体强化与其他表面强化之间的矛盾难以克服的方法。对重要零部件材料和性能的选择、匹配、设计和制造产生了重要的有益影响,也创造了可观的经济效益和社会效益。可以毫不夸张地说,激光热处理几乎可以解决金属表面热处理的所有问题,但其工艺需要不断探索、讨论和检验。
激光淬火技术在钢铁行业的应用实例
1、轧辊的激光合金化
轧辊是轧钢机中产生金属连续塑性变形的主要工作部件和工具。长期恶劣的工作条件会导致表面起皮、裂纹甚至断裂。用激光对轧辊进行合金化处理,可有效延长轧辊的使用寿命。通过棒辊激光合金化处理,不变形、耐高温、耐腐蚀,钢材通过能力显著提高。
2、辊底式激光淬火
炉底辊作为高温板坯传输媒介,长期在充斥腐蚀性气体的高温环境下工作,与高温板坯直接接触的辊环,表面易出现粘钢、结瘤、氧化、腐蚀、磨损、高温蠕变等现象,特别是由粘钢和结瘤造成的板坯下表面凹坑、划痕、重皮等各类质量缺陷,在硅钢、冷轧原料等软钢上表现的尤为。在辊环表面激光淬火一层耐高温、抗氧化、耐磨损的新材料。炉底辊在使用寿命期间表面结瘤或氧化皮疏松、剥落,可能影响钢板,钢坯的后续轧制质量,可有效提高生产线的经济效益。激光淬火技术可对各种导轨、大型齿轮、轴颈、气缸内壁、模具、减震器、摩擦轮、滚轮、和滚轮零件等表面进行强化处理。适用材料为中、高碳钢和铸铁等。
- 激光淬火
- 表面加工
- 段总



