西安国盛激光科技有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:西安国盛激光科技有限公司 时间:2024-05-12 14:46:33 [举报]
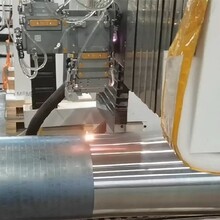
宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
激光熔覆修复技术,以高能激光为热源,将金属合金材料(粉末、糊状、丝状等)快速凝固,形成致密、均匀、厚度可控的冶金结合层,提供了表面修复的好方法。
激光熔覆在轴修复中的优势如下:
1、优化轴的表面性能:激光熔覆可在轴表面形成与基体熔合、成分和性能完全不同的合金镀层。由于基体熔层极薄,对熔覆层的成分影响很小。我们可以根据具体需要制备具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光、电、磁性能的表面涂层。从而有效地提高了轴表面的性能。
2、冶金结合强度高:在激光熔覆过程中,添加的熔覆材料完全熔化,成为熔覆层的主体合金;同时,一层薄薄的基础合金也被熔化,与目标合金形成冶金结合。不易脱落,解决了电镀、喷涂等传统冷加工工艺中镀层与基体结合强度差的问题。
3、热输入低变形小:激光熔覆快热快冷,对母材影响小,稀释率≤5-8%;解决了传统电焊、氩弧焊等热熔焊不可避免的热变形加工工艺、热疲劳损伤等一系列技术难题。
4、适用多种材料:可制备铁基、镍基、钴基、铜基、复合材料等多种合金镀层。
随着现代科学技术和工业的不断发展,零件的工作环境越来越复杂,对表面性能的要求也越来越高。因此零件报废率大大增加。通常因表面失效而报废的零件包括:转子叶片、辊轴零件、齿轮零件、接头零件等。
仅表面损伤的零件,在零件的综合性能满足使用条件的情况下,可以进行修复。因加工不当或服役损坏而报废的零部件如果能够得到修复,不仅可以节省的经济和时间损失,还可以提高资源的利用率,符合我国的可持续发展战略。
目前,零件修复的方法有激光熔覆、真空钎焊、真空镀膜、钨极惰性气体保护焊(TIG)和等离子熔覆修复。激光熔覆是根据工件工况要求,熔覆具有各种设计成分的金属或非金属,制备出具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光学、电学、磁性。
激光熔覆是一种快速冷却工艺。在熔覆过程中,对被修复工件的热输入小,热影响区小,熔覆层组织精细,易于实现自动化。因此采用激光熔覆的方法修复零部件比其它的方法具有更大的优势。激光熔覆技术解决了传统电焊、氩弧焊等热加工工艺中不可避免的热变形、热疲劳损伤等一系列技术难题,也解决了传统冷加工工艺中涂层与基体的结合强度问题,如由于电镀和喷涂不一致,这为表面修复提供了良好的途径。利用激光还可以修复受损的三维复杂零件,充分体现了激光再制造技术的灵活性和性。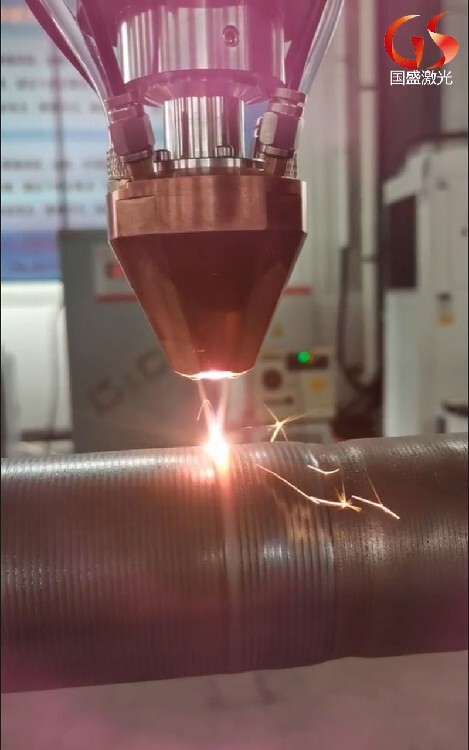
目前,国内激光熔覆领域存在这样的情况。新工艺不断在大学实验室进行测试,但没有平台可以实现真正的应用验证。工厂企业激光熔覆工艺更新缓慢,没有科研力量做后盾。这种产学研脱节严重制约了我国激光熔覆行业的发展。
激光熔覆的成本一直是制约其发展的关键因素。设备投入、研发投入、人员成本、粉末成本等。激光熔覆产品价格高与大多数激光加工企业规模大、成本高、单件产品加工成本高有很大关系。一两台设备加工效率低,无法应对大规模加工。十几台设备加工,但设备初期投资太大,没有工作量时大量设备闲置,普通企业承受不起。
激光熔覆合金粉末的成本是除设备成本外的另一大成本支出。对于小规模生产,粉末制造和采购成本占产品成本的很大一部分。只有大量采购和使用,才能降低产品的整体成本。同时,由于激光熔覆后的各种机械工艺,实际熔覆层并不具备初始熔覆层的厚度,因此提高后续加工精度,降低初始熔覆层厚度成为降低成本的必然.
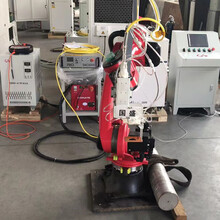
激光熔覆同步送粉智能设备技术
送粉设备作为熔覆设备的核心元件之一,其性能的好坏将直接影响熔覆层的质量,随着激光熔覆技术的飞速发展以及对熔覆层的加工精度和质量要求的提高,开发的送粉设备对激光熔覆加工显得尤为重要。
为此,西安国盛激光科技凭借自身的技术及研发实力,研制出适用于速激光熔覆同步送粉智能设备。该智能送粉设备系列为满足激光熔覆以及速激光熔覆的送粉精度而生。在高功率大送粉量的服役工作中保持稳定性的同时,也能够在精密送粉工艺中发挥其到的微量送粉功能。
单工位熔覆淬火设备机床采用全HT铸造床身,结构稳定,减震性高,PLC控制具有“友好”的人机对话界面,四轴机构(X、Y、Z、旋转轴)可实现联动;单工位设计、结构简单、操作方便;全水冷熔覆/淬火头可实现24小时连续作业;该设备大回转直径Ø600mm,装夹工件大长度3000mm,大承载能力3T;可实现轴类、盘类零件的外圆熔覆/淬火,也可对内孔进行熔覆/淬火。
目前,激光熔覆技术发展迅速,日趋成熟,正走向推广应用阶段。激光熔覆技术是绿色再制造技术的重要支撑技术之一,是符合国家可持续发展战略的高新技术。中国科学家在基础理论研究方面处于国际水平,为激光熔覆技术的发展做出了贡献。但另一方面,激光熔覆技术的应用水平和规模还不能满足市场需求。解决工程应用中的关键技术,研制特种合金粉末系统,研制送粉装置和技术,系统研究无损修复方法,建立质量和评价体系,加大力度,培育工程应用有信可依的在制造业市场竞争日益激烈的今天,激光熔覆技术有着的潜力。
标签:浙江高速激光熔覆设备,高速激光熔覆设备技术,山东高速激光熔覆设备,山东威海激光熔覆设备厂商