浙江金华激光熔覆设备公司

宽带激光熔覆修复轴后的性能特点
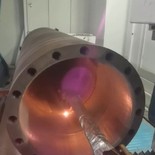
采用宽带激光熔覆修复技术修复轴类具有以下性能特点:
1、结合强度高:宽带激光熔覆修复技术可以将合金粉末或陶瓷粉末等结合在一起,材料与轴的母材紧密结合,形成致密的结合层,从而明显提高轴的耐磨性和抗疲劳性能轴。
2、耐磨性能:通过选择耐磨性能的合金粉末或陶瓷粉末等材料作为熔覆层材料,可以显着提高轴的耐磨性能,从而延长轴的使用寿命。
3、增强耐腐蚀性:采用宽带激光熔覆修复技术,可以在轴的外表面形成耐腐蚀性能的修复层,从而有效防止腐蚀介质对轴的侵蚀。
4、热影响区小:宽带激光熔覆修复技术采用高能宽带激光束作为热源,热影响区小,从而轴的其他部位不被损坏。
5、修复:可采用宽带激光熔覆修复技术对轴类零件进行修复,从而显着提高修复效率,降低修复成本。
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。