山东激光熔覆设备





- ¥560000.00
- 2024-08-30 13:10:20
- 高速激光熔覆设备
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光熔覆技术不仅可以恢复受损零件的外观和尺寸,还可以使其性能达到或超过新产品的水平。熔覆层与基体采用冶金结合,结合强度高,不低于原基体材料的95%。单层熔覆厚度为0.2-2mm,可调范围宽。激光加工过程中,基材表面仅发生轻微熔化,微熔化层为0.05~0.1mm。底座的热影响区极小,一般为0.05~0.1mm。熔覆层和基体中不存在粗大的铸造组织。熔覆层及其界面组织致密,晶粒细小,无空洞、夹杂裂纹等缺陷。
选择激光熔覆给企业带来的好处:
1、修复后的零件强度可超过原基体强度,使用寿命提高1.5-3倍,修复成本不到更换价格的1/5。 ;
2、大大缩短维修时间,解决大型企业重大成套设备持续可靠运行解决的部件快速修复问题;
3、关键部件表面激光熔覆超耐磨耐腐蚀合金,可大大提高零件的使用寿命而不变形;
激光熔覆技术是一种的表面工程技术,利用高能激光束将金属粉末与基体表面快速熔化、冶金结合,形成一层融入基体的性能优良的A涂层。比如油田工作条件比较恶劣,许多金属部件长期在重载荷下工作,伴随着腐蚀、摩擦和磨损,导致过早失效,缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙在近毫米量级。但常规表面技术处理层较薄,磨损件表面修复困难,限制了这些技术的应用范围。因此,激光熔覆技术可应用于石油钻杆、抽油杆、石油管道等领域,提高其耐腐蚀、耐磨、耐高温等性能,延长其使用寿命,降低维护成本,提高石油产量效率。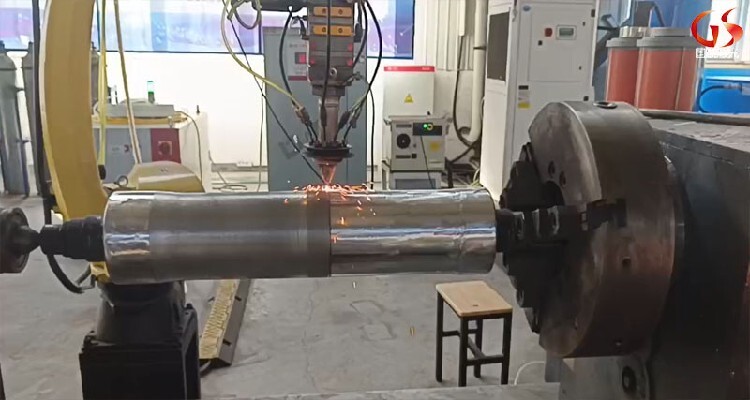
油田的工作条件比较恶劣。许多金属零件长期在重负荷下工作,伴随着腐蚀、摩擦和磨损,导致其过早失效。缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙都在近毫米量级。但常规表面技术的处理层较薄,导致磨损件表面修复困难,限制了这些技术的应用范围。
激光熔覆技术作为一种新型的表面工程技术,已经在许多领域得到了广泛的应用。在油田中,激光熔覆主要应用于石油钻杆、抽油杆、石油管道等方面。下面我们将分别介绍这些应用。
1、石油钻杆
石油钻杆是石油钻井作业中钻遇地层的重要工具之一。由于钻杆在井下受到冲击、摩擦和腐蚀,其表面容易出现裂纹、磨损和腐蚀等问题,严重影响钻井作业的安全和效率。了解决这一问题,激光熔覆技术被广泛应用于石油钻杆的表面强化与修复。
通过激光熔覆技术,在钻杆表面形成一层硬度高、耐腐蚀、耐磨损、耐高温的涂层,可显著提高钻杆的性和使用效率。同时,激光熔覆技术还可以修复钻杆表面的损伤,延长钻杆的使用寿命,降低更换成本。
2、抽油杆
抽油杆是油田采油的重要工具之一。由于长期受到来自地下原油的腐蚀和摩擦,抽油杆容易出现磨损、裂纹、变形等问题,严重影响了原油的开采和提率。为了解决这一问题,激光熔覆技术被广泛应用于抽油杆的表面强化与修复。
经过激光熔覆技术,在抽油杆表面形成一层高硬度、高韧性的涂层,可显著提高抽油杆的度和使用效率。激光熔覆技术还可以修复抽油杆表面的损伤,延长抽油杆的使用寿命,降低更换成本。
3、石油管道
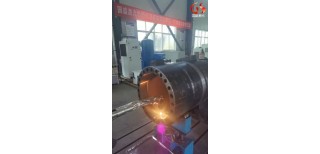
输油管道是石油生产中不可缺少的重要设施之一。由于输送的原油中往往含有腐蚀性物质,这些物质会对管道造成腐蚀和破坏,严重影响石油生产的安全和稳定。因此激光熔覆技术被广泛应用于输油管道防腐和修复。
通过激光熔覆技术,可以在管道内外表面形成一层具有高耐腐蚀性能的涂层,显著提高管道的耐久性和安全性。同时,激光熔覆技术还可以对管道表面的损伤进行修复,避免了管道泄漏等事故的发生,降低了维修成本。
总之激光熔覆技术在油田的应用可以在抽油机上得到实现,大大提高了设备的寿命及安全性,也给企业带来的益处,降低了成本。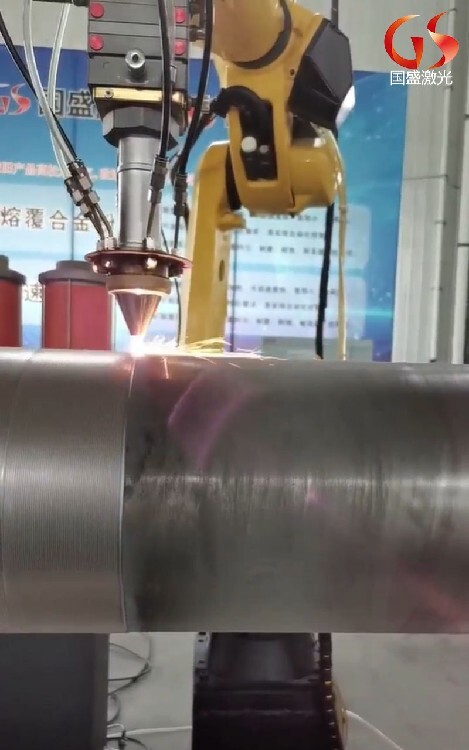
对于辊压机轴磨损的传统修复方法,常采用补焊、电刷镀、喷涂等工艺进行离线修复。直接的影响就是停机时间长,整体成本高,劳动强度大。激光增材修复方法实现了在线修复。该技术非常适用于辊压机轴磨损的修复。无需拆卸和加工即可修复。补焊无热应力,补焊厚度不受限制。同时,该产品具有金属材料所不具备的优惠,可吸收设备的冲击和振动,避免了再次磨损的可能性,并大大延长了设备部件的使用寿命,为企业节省了大量的停机时间,创造了的经济价值。
现场修复过程如下:
1、表面处理:清除前后轴肩表面、轴承表面、轴承内圈表面的污垢和高点。清除所有螺栓孔和压板通孔边缘的毛刺。使用砂轮打磨磨损区域,使其恢复原来的金属颜色。
2、确定定位点:先在轴径磨损量处增加一个定位点,高度略一侧磨损量。以样尺为基准,用砂轮机、锉刀等工具打磨,使其高度接近与一侧磨损尺寸相同。
3、空试轴承:安装轴承,并用压板紧固轴承,在压板螺栓紧固过程中保持较小的预紧力,测量同心度和垂直度,精度误差小于0.2 mm。
4、清洁表面:用无水乙醇清洁轴承位置表面和轴承内圈表面,轴承内圈表面刷803脱模剂。
5、涂抹激光增材:将均匀的激光增材直接涂抹在修补面上,并激光增材的填充效果,然后用刮刀均匀涂抹,厚度略支撑点的高度。
6、尺寸恢复:安装轴承,均匀拧紧压板,并留有足够的预紧力。
7、养护:自然养护6—12小时后,拆下压板和轴承,并清除多余激光增材。
8、再次应用激光增材:用砂带打磨修补激光增材表面产生的釉料和脱模剂。清洁后,调和金属修复激光增材,并将其应用于整个轴承位置的表面。
9、安装方式:快速安装轴承,整个安装和紧固过程控制在40分钟内。拧紧螺栓时,要对称拧紧。这次安装螺栓全部拧紧到位。
10、后期预紧:设备空载时每3小时拧紧一次,设备满载时每6小时、12小时、24小时拧紧一次。
轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要大型消耗性部件。轧辊失效的普遍原因是早期磨损失效。目前,轧辊由于磨损需要修复时多采用车削或磨削等“补救措施”修正辊型。采用激光熔覆修复轧辊表面已成为延长轧辊寿命的一个主要发展方向和途径。该技术不仅可以修复轧辊,而且可以提高轧辊的耐磨性,延长轧辊的使用寿命,改善钢材的表面质量。
而造成辊压机轴磨损的主要原因如下:
1、辊压机物料粒度的控制不力;
2、辊压机密封失效,造成轴承载荷增大;
3、轴承疲劳运行,造成轴承游隙偏大;
4、压盘预紧力不足;
5、冷却铜管频繁堵塞或设计过细;
6、没有定期清除稳流仓物料,排除富集金属物,使设备频繁过载调停影响轴承寿命;
7、液压系统隐患辊缝长期偏差现象严重。
通常轴类零件主要失效的原因有轴变形、轴断裂、轴表面失效。发电机转轴、各种传动轴等轴类零件的破坏主要是以磨损为主的。其中轴变形、轴断裂是不可以修复的,而以磨损为主的表面失效是可以修复的。采用大功率激光熔覆修复技术,可在轴类零件表面失效的部分,激光熔覆一层铁基合金材料,使得熔覆合金层的零件表面有良好的机械性能,将报废的零件再次使用。
激光熔覆与激光合金化的两个过程类似,但有本质区别,主要区别如下:
1、激光熔覆过程中,熔覆材料完全熔化,基体熔层极薄,因此对熔覆层成分的影响极小,而激光合金化是在表面熔合中加入合金元素基体层,目的是在基体的基础上形成新的合金层。
2、 从本质上讲,激光熔覆不是利用基体表面的熔融金属作为溶剂,而是将单配置的合金粉末熔化,使其成为熔覆层的主体合金,同时形成一层薄薄的基底合金层也熔化,与其形成冶金结合。
激光熔覆技术制备新材料是极端条件下失效零件修复再制造和金属零件直接制造的重要基础,受到了科学界和企业的高度重视。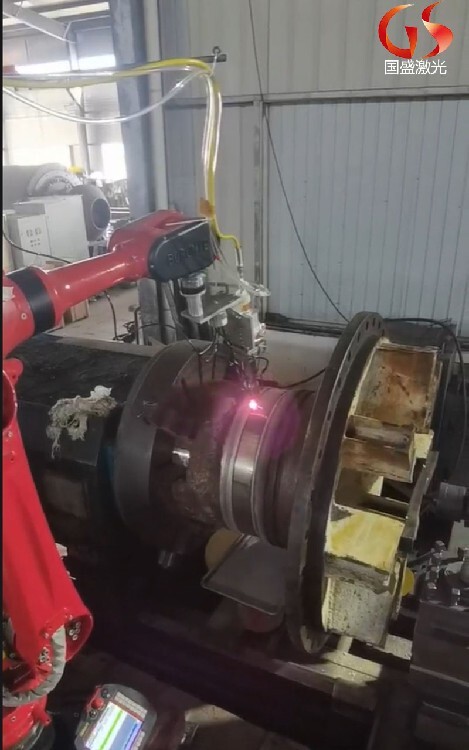
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。
- 高速激光熔覆设备
- 激光焊接机
- 段总


