





关键词 |
忻州高速激光熔覆设备,浙江金华激光熔覆设备收费,山东菏泽激光熔覆设备修复,邢台高速激光熔覆设备 |
面向地区 |
全国 |
速激光熔覆与高速激光熔覆,常规激光熔覆的共同点:
1、包覆材料通用:可以用常规激光熔覆的材料,可以用高速激光熔覆来熔化;一些常规激光熔覆无法熔覆的材料,如高熔点材料,可以通过高速激光熔覆来熔化。
2、全部采用冶金结合:但高速熔覆的涂层效果与热喷涂类似,表面光滑。常规包层波动较大。
3、通用工艺路线:常规激光熔覆工艺调整的也是高速激光熔覆工艺调整的。
4、应用领域一致:即在常规激光熔覆可以应用的领域可以应用高速激光熔覆,在常规激光熔覆无法应用的领域也可以应用高速激光熔覆。通俗地说,高速激光熔覆可以做到常规激光熔覆可以做到的事情,高速激光熔覆也可以做到常规激光熔覆无法做到的事情。
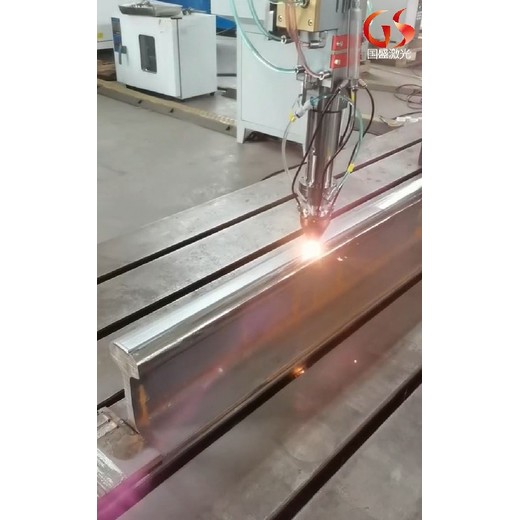
激光熔覆是一种对基材的表面改性技术。通过预先设定熔覆路径,利用激光辐照,使熔覆材料与基体表层快速熔化成激光所经过的熔池,然后快速凝固成冶金结合、低稀释的熔覆层,因此即对机械零件进行原位修复,或熔覆工艺,以提高原基材表面的耐磨、耐蚀、耐热、抗氧化等性能。
与传统加工技术相比,激光熔覆技术具有以下特点:
1、熔覆层与基体能形成冶金结合;
2、基体受到的热影响小,不易变形;
3、熔覆层的稀释率低,节约昂贵的熔覆材料;
4、熔覆层的厚度大小可以控制;
5、可以修复零部件的特定部位及其他方法难以处理的部位。
在对农机零部件进行熔覆和修复之前,需要对农机零部件的表面进行预处理。由于农机工作环境恶劣,农机零部件表面常常覆盖有土壤、油污、水、化肥、农药、铁锈、氧化层等,因此与其他领域相比,零部件的修复工作更多复杂的。对于农业机械的零部件,一般的操作是用水冲洗掉接触土壤的部件表面的污垢。如果破损表面污垢比较牢固,可以采用激光清洗的方法清理。之后,用砂纸打磨待熔覆表面,并用丙酮清洗,避免激光熔覆时表面污渍进入熔覆层,造成缺陷,影响熔覆层的质量和性能。
对于辊压机轴磨损的传统修复方法,常采用补焊、电刷镀、喷涂等工艺进行离线修复。直接的影响就是停机时间长,整体成本高,劳动强度大。激光增材修复方法实现了在线修复。该技术非常适用于辊压机轴磨损的修复。无需拆卸和加工即可修复。补焊无热应力,补焊厚度不受限制。同时,该产品具有金属材料所不具备的优惠,可吸收设备的冲击和振动,避免了再次磨损的可能性,并大大延长了设备部件的使用寿命,为企业节省了大量的停机时间,创造了的经济价值。
现场修复过程如下:
1、表面处理:清除前后轴肩表面、轴承表面、轴承内圈表面的污垢和高点。清除所有螺栓孔和压板通孔边缘的毛刺。使用砂轮打磨磨损区域,使其恢复原来的金属颜色。
2、确定定位点:先在轴径磨损量处增加一个定位点,高度略一侧磨损量。以样尺为基准,用砂轮机、锉刀等工具打磨,使其高度接近与一侧磨损尺寸相同。
3、空试轴承:安装轴承,并用压板紧固轴承,在压板螺栓紧固过程中保持较小的预紧力,测量同心度和垂直度,精度误差小于0.2 mm。
4、清洁表面:用无水乙醇清洁轴承位置表面和轴承内圈表面,轴承内圈表面刷803脱模剂。
5、涂抹激光增材:将均匀的激光增材直接涂抹在修补面上,并激光增材的填充效果,然后用刮刀均匀涂抹,厚度略支撑点的高度。
6、尺寸恢复:安装轴承,均匀拧紧压板,并留有足够的预紧力。
7、养护:自然养护6—12小时后,拆下压板和轴承,并清除多余激光增材。
8、再次应用激光增材:用砂带打磨修补激光增材表面产生的釉料和脱模剂。清洁后,调和金属修复激光增材,并将其应用于整个轴承位置的表面。
9、安装方式:快速安装轴承,整个安装和紧固过程控制在40分钟内。拧紧螺栓时,要对称拧紧。这次安装螺栓全部拧紧到位。
10、后期预紧:设备空载时每3小时拧紧一次,设备满载时每6小时、12小时、24小时拧紧一次。

西安国盛激光科技有限公司成立于2015年(旗下全资子公司陕西国昌熔覆激光科技有限公司),公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,的交付周期,灵活的技术服务,为客户提供高性价比的产品与服务。
全国高速激光熔覆设备热销信息




















