





关键词 |
浙江高速激光熔覆设备,杭州高速激光熔覆设备,山东日照激光熔覆设备价格,高速激光熔覆设备收费 |
面向地区 |
全国 |
宽带激光熔覆修复轴后的性能特点
采用宽带激光熔覆修复技术修复轴类具有以下性能特点:
1、结合强度高:宽带激光熔覆修复技术可以将合金粉末或陶瓷粉末等结合在一起,材料与轴的母材紧密结合,形成致密的结合层,从而明显提高轴的耐磨性和抗疲劳性能轴。
2、耐磨性能:通过选择耐磨性能的合金粉末或陶瓷粉末等材料作为熔覆层材料,可以显着提高轴的耐磨性能,从而延长轴的使用寿命。
3、增强耐腐蚀性:采用宽带激光熔覆修复技术,可以在轴的外表面形成耐腐蚀性能的修复层,从而有效防止腐蚀介质对轴的侵蚀。
4、热影响区小:宽带激光熔覆修复技术采用高能宽带激光束作为热源,热影响区小,从而轴的其他部位不被损坏。
5、修复:可采用宽带激光熔覆修复技术对轴类零件进行修复,从而显着提高修复效率,降低修复成本。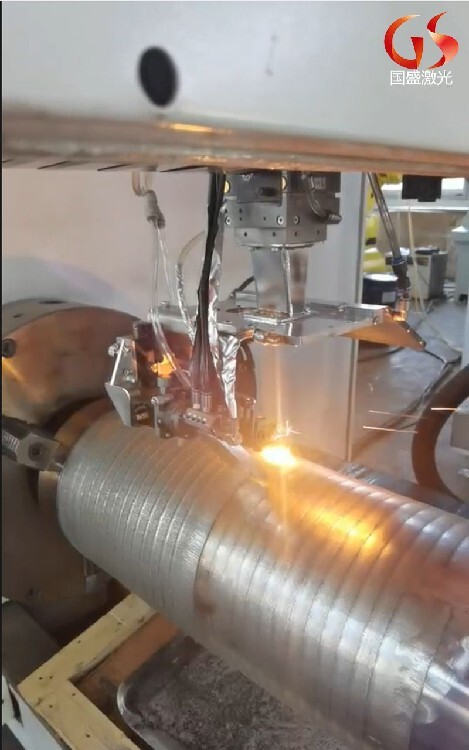
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;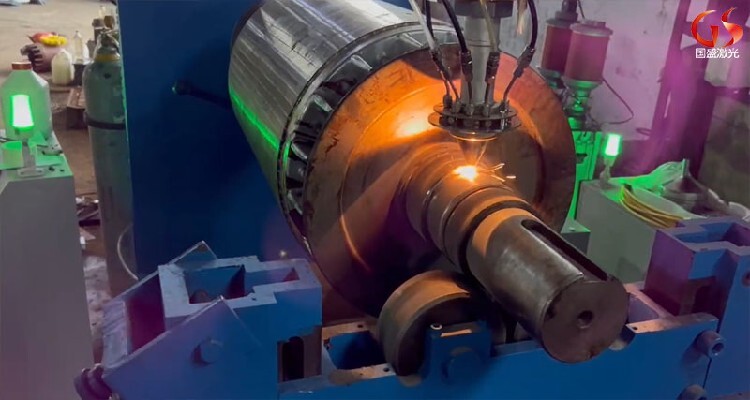
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。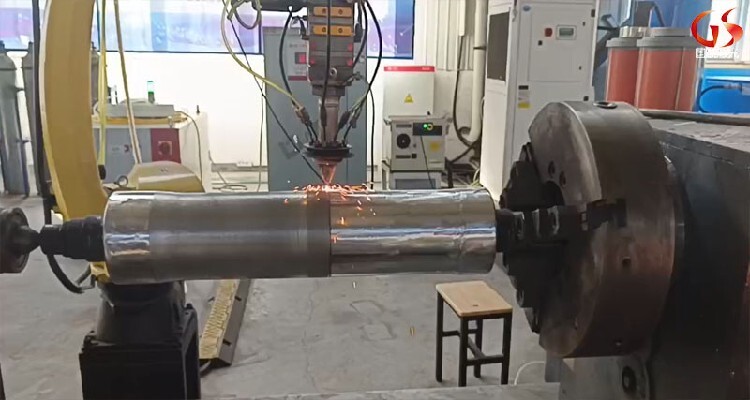
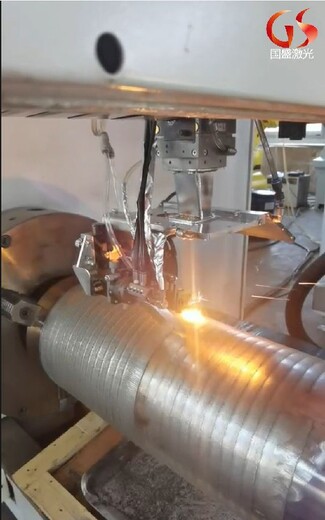
对于辊压机轴磨损的传统修复方法,常采用补焊、电刷镀、喷涂等工艺进行离线修复。直接的影响就是停机时间长,整体成本高,劳动强度大。激光增材修复方法实现了在线修复。该技术非常适用于辊压机轴磨损的修复。无需拆卸和加工即可修复。补焊无热应力,补焊厚度不受限制。同时,该产品具有金属材料所不具备的优惠,可吸收设备的冲击和振动,避免了再次磨损的可能性,并大大延长了设备部件的使用寿命,为企业节省了大量的停机时间,创造了的经济价值。
现场修复过程如下:
1、表面处理:清除前后轴肩表面、轴承表面、轴承内圈表面的污垢和高点。清除所有螺栓孔和压板通孔边缘的毛刺。使用砂轮打磨磨损区域,使其恢复原来的金属颜色。
2、确定定位点:先在轴径磨损量处增加一个定位点,高度略一侧磨损量。以样尺为基准,用砂轮机、锉刀等工具打磨,使其高度接近与一侧磨损尺寸相同。
3、空试轴承:安装轴承,并用压板紧固轴承,在压板螺栓紧固过程中保持较小的预紧力,测量同心度和垂直度,精度误差小于0.2 mm。
4、清洁表面:用无水乙醇清洁轴承位置表面和轴承内圈表面,轴承内圈表面刷803脱模剂。
5、涂抹激光增材:将均匀的激光增材直接涂抹在修补面上,并激光增材的填充效果,然后用刮刀均匀涂抹,厚度略支撑点的高度。
6、尺寸恢复:安装轴承,均匀拧紧压板,并留有足够的预紧力。
7、养护:自然养护6—12小时后,拆下压板和轴承,并清除多余激光增材。
8、再次应用激光增材:用砂带打磨修补激光增材表面产生的釉料和脱模剂。清洁后,调和金属修复激光增材,并将其应用于整个轴承位置的表面。
9、安装方式:快速安装轴承,整个安装和紧固过程控制在40分钟内。拧紧螺栓时,要对称拧紧。这次安装螺栓全部拧紧到位。
10、后期预紧:设备空载时每3小时拧紧一次,设备满载时每6小时、12小时、24小时拧紧一次。
目前,国内激光熔覆领域存在这样的情况。新工艺不断在大学实验室进行测试,但没有平台可以实现真正的应用验证。工厂企业激光熔覆工艺更新缓慢,没有科研力量做后盾。这种产学研脱节严重制约了我国激光熔覆行业的发展。
激光熔覆的成本一直是制约其发展的关键因素。设备投入、研发投入、人员成本、粉末成本等。激光熔覆产品价格高与大多数激光加工企业规模大、成本高、单件产品加工成本高有很大关系。一两台设备加工效率低,无法应对大规模加工。十几台设备加工,但设备初期投资太大,没有工作量时大量设备闲置,普通企业承受不起。
激光熔覆合金粉末的成本是除设备成本外的另一大成本支出。对于小规模生产,粉末制造和采购成本占产品成本的很大一部分。只有大量采购和使用,才能降低产品的整体成本。同时,由于激光熔覆后的各种机械工艺,实际熔覆层并不具备初始熔覆层的厚度,因此提高后续加工精度,降低初始熔覆层厚度成为降低成本的必然.
激光熔覆同步送粉智能设备技术
送粉设备作为熔覆设备的核心元件之一,其性能的好坏将直接影响熔覆层的质量,随着激光熔覆技术的飞速发展以及对熔覆层的加工精度和质量要求的提高,开发的送粉设备对激光熔覆加工显得尤为重要。
为此,西安国盛激光科技凭借自身的技术及研发实力,研制出适用于速激光熔覆同步送粉智能设备。该智能送粉设备系列为满足激光熔覆以及速激光熔覆的送粉精度而生。在高功率大送粉量的服役工作中保持稳定性的同时,也能够在精密送粉工艺中发挥其到的微量送粉功能。
单工位熔覆淬火设备机床采用全HT铸造床身,结构稳定,减震性高,PLC控制具有“友好”的人机对话界面,四轴机构(X、Y、Z、旋转轴)可实现联动;单工位设计、结构简单、操作方便;全水冷熔覆/淬火头可实现24小时连续作业;该设备大回转直径Ø600mm,装夹工件大长度3000mm,大承载能力3T;可实现轴类、盘类零件的外圆熔覆/淬火,也可对内孔进行熔覆/淬火。
目前,激光熔覆技术发展迅速,日趋成熟,正走向推广应用阶段。激光熔覆技术是绿色再制造技术的重要支撑技术之一,是符合国家可持续发展战略的高新技术。中国科学家在基础理论研究方面处于国际水平,为激光熔覆技术的发展做出了贡献。但另一方面,激光熔覆技术的应用水平和规模还不能满足市场需求。解决工程应用中的关键技术,研制特种合金粉末系统,研制送粉装置和技术,系统研究无损修复方法,建立质量和评价体系,加大力度,培育工程应用有信可依的在制造业市场竞争日益激烈的今天,激光熔覆技术有着的潜力。

全国高速激光熔覆设备热销信息

















