关键词 |
安庆国盛激光熔覆设备,吉林白城激光熔覆设备多少钱一台,浙江湖州激光熔覆设备厂家,江苏南通激光熔覆设备加工 |
面向地区 |
全国 |
用途 |
补焊 |
电流 |
交流 |
作用对象 |
金属 |
作用原理 |
脉冲 |
高速激光熔覆过程中影响加工的八大参数
1、激光功率:单位时间内激光器输出的能量。高速激光熔覆一般采用KW级激光器,如LT-3KW、LT-4KW等,市场应用广泛,能够满足大部分领域的需求。
2、光斑形状:光斑形状是影响熔覆质量的一个重要因素,光斑形状由激光器的光学系统决定。激光光束从送粉器射出后,经过扫描系统,再到基板上,在不同的位置形成不同的光斑。光斑形状直接影响着熔覆效果和成形质量。常见的光斑形状分为圆形和矩形两种,用户根据加工对象的特点选择使用。
3、光斑大小:光斑大小是指光束被扫描到基板表面的面积。激光熔覆过程中,激光能量聚集在熔覆层的中央,然后通过辐射向周围发散,光斑大小主要影响光功率密度,即单位面积的光能。相同功率条件下,光斑尺寸越小,光功率密度越大,高功率密度光斑适用于高包层。熔点金属粉末。
4、 加工距离:也叫搭接率,是指激光熔覆时,激光束从熔池中吸收热量所需的距离。激光熔覆过程中,光斑距离是影响熔覆质量的重要因素。在实际加工中,当光斑距离在3-5 mm范围内变化时,熔覆层质量良好,因此光斑距离一般控制在3-5 mm。
5、搭接率:搭接率是指熔覆金属粉末与基板的搭接率。搭接率是影响熔覆层表面粗糙度的一个重要参数。熔覆材料与基板之间的搭接率越大,越容易获得粗糙度较低的熔覆层表面。
光斑直径增大时,激光束能量密度提高,熔池受热变宽,熔化速度加快,在基板上产生较多的小孔。
搭接率提高,熔覆层表面粗糙度降低。但搭接部分的均匀性很难得到。每道熔覆层之间相互搭接区域的深度与每道熔覆层正中的深度有所不同,从而影响了整个熔覆层。高速熔覆的搭接率高达70%-80%(普通熔覆的搭接率为30%-50%)。
6、熔覆速度:熔覆线速度和熔覆面积率都可以表示熔覆速度。实测中物力拓高速激光熔覆线速度为20m/min-50m/min,熔覆厚度为0.2-0.6mm时,熔覆效率为0.6-1.2平方米/小时。
7、送粉方式:高速激光熔覆中的送粉器是激光熔覆质量的关键。高速激光熔覆的送粉方式主要有环形送粉和中心送粉。中心送粉比环形送粉粉末利用率高,但设计难度大,需要用圆环围住横梁。送粉管一周。目前市场上有很多圆形送粉应用。
8、保护气体压力:高速激光熔覆过程中,基体与熔覆材料之间很容易氧化,熔覆材料中含有的氧化物,会导致基体材料表面发黑、发暗、变硬,严重影响了工件表面质量。为避免熔覆材料氧化,需对工件进行保护。高速激光熔覆可在保护气体下进行,一般采用氮气或氩气作为保护气体,主要用于送粉,在激光熔覆池周围形成保护区域,减少氧化。
检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。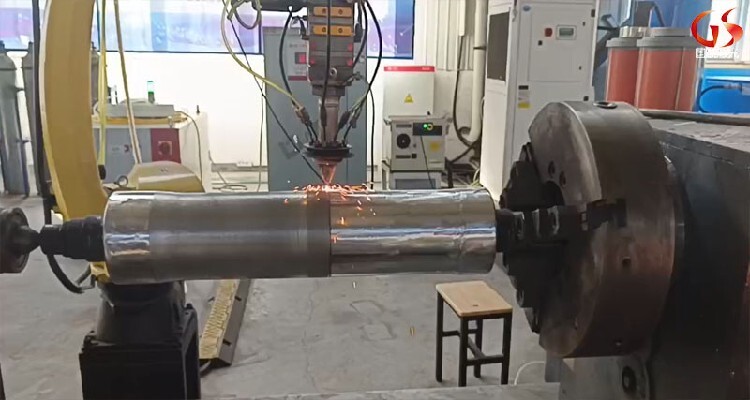
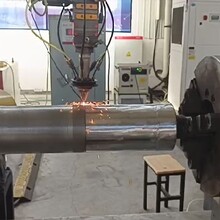
激光熔覆技术作为一种新型的表面工程技术,已经在许多领域得到了广泛的应用。在油田中,激光熔覆主要应用于石油钻杆、抽油杆、石油管道等方面。下面我们将分别介绍这些应用。
1、石油钻杆
石油钻杆是石油钻井作业中钻遇地层的重要工具之一。由于钻杆在井下受到冲击、摩擦和腐蚀,其表面容易出现裂纹、磨损和腐蚀等问题,严重影响钻井作业的安全和效率。了解决这一问题,激光熔覆技术被广泛应用于石油钻杆的表面强化与修复。
通过激光熔覆技术,在钻杆表面形成一层硬度高、耐腐蚀、耐磨损、耐高温的涂层,可显著提高钻杆的性和使用效率。同时,激光熔覆技术还可以修复钻杆表面的损伤,延长钻杆的使用寿命,降低更换成本。
2、抽油杆
抽油杆是油田采油的重要工具之一。由于长期受到来自地下原油的腐蚀和摩擦,抽油杆容易出现磨损、裂纹、变形等问题,严重影响了原油的开采和提率。为了解决这一问题,激光熔覆技术被广泛应用于抽油杆的表面强化与修复。
经过激光熔覆技术,在抽油杆表面形成一层高硬度、高韧性的涂层,可显著提高抽油杆的度和使用效率。激光熔覆技术还可以修复抽油杆表面的损伤,延长抽油杆的使用寿命,降低更换成本。
3、石油管道
输油管道是石油生产中不可缺少的重要设施之一。由于输送的原油中往往含有腐蚀性物质,这些物质会对管道造成腐蚀和破坏,严重影响石油生产的安全和稳定。因此激光熔覆技术被广泛应用于输油管道防腐和修复。
通过激光熔覆技术,可以在管道内外表面形成一层具有高耐腐蚀性能的涂层,显著提高管道的耐久性和安全性。同时,激光熔覆技术还可以对管道表面的损伤进行修复,避免了管道泄漏等事故的发生,降低了维修成本。
总之激光熔覆技术在油田的应用可以在抽油机上得到实现,大大提高了设备的寿命及安全性,也给企业带来的益处,降低了成本。
玻璃磨具激光熔覆加工是一种新型加工技术,其原理是用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度层。涂层以提高其耐磨性、耐腐蚀性和耐高温性。
一、玻璃磨具激光熔覆加工原理
玻璃磨具激光熔覆加工的原理是利用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度涂层,提高其耐磨、耐腐蚀、耐高温性能。激光熔覆过程中,高能激光束聚焦在玻璃磨具表面,使表面材料快速熔化并形成液池,同时添加碳化物、氮化物等高硬度涂层材料,增强涂层硬度。和耐磨性。在激光束的作用下,液池中的涂层材料迅速冷却并结晶,形成高硬度涂层。
二、玻璃磨具激光熔覆加工特点
1、:玻璃磨具激光熔覆加工采用高能激光束,可以快速地熔化材料并形成涂层,大大缩短了所需的加工时间。
2、高硬度:通过添加高硬度涂层材料,使玻璃磨具激光熔覆形成的涂层具有高硬度,可显着提高玻璃磨具的耐磨性。
3、耐腐蚀性强:涂层材料具有良好的耐腐蚀性,可以保护玻璃磨具表面免受腐蚀损坏。
4、耐高温性好:由于镀膜材料具有良好的耐高温性,可以保护玻璃磨具在高温环境下的稳定性。
5、适用范围广:玻璃磨具激光熔覆加工适用于各种类型的玻璃磨具,如平板玻璃、曲面玻璃等。
三、激光熔覆加工玻璃磨具的应用
玻璃磨具激光熔覆加工技术已广泛应用于光学、汽车、航空航天等多个领域,下面介绍几个具体应用实例。
1、光学领域:在光学领域,玻璃是常用的材料之一,但它容易磨损、腐蚀。采用玻璃磨料激光熔覆加工技术可以显着提高玻璃的耐磨性和耐腐蚀性,延长其使用寿命。
2、汽车领域:汽车玻璃在使用过程中容易受到环境污染和摩擦损坏,采用玻璃磨具激光熔覆加工技术可以增强汽车玻璃的耐磨性和耐腐蚀性,提高其可靠性和安全性。
3、航空航天领域:在航空航天领域,高温、高压、高速等极端环境下使用的玻璃材料需要有更高的性能要求。采用玻璃磨具激光熔覆加工技术,可以增强玻璃材料的耐高温、耐腐蚀、耐磨性能,提高其稳定性和可靠性。
四、激光熔覆加工玻璃磨具的发展前景
随着科学技术的不断发展,玻璃磨具激光熔覆加工技术将不断进步和完善。未来,该技术将在以下几个方面得到进一步发展和应用:
1、设备研发:进一步开发、稳定的玻璃磨料激光熔覆加工设备,提高设备的加工速度和可靠性。
2、材料创新:不断探索硬度高、耐腐蚀性强的新型涂层材料,满足不同领域的需求。
3、工艺优化:优化玻璃磨具激光熔覆工艺,提高镀层的均匀性和致密性,降低缺陷率。
4、应用拓展:将玻璃磨具激光熔覆加工技术应用到更多领域,如电子、能源等领域,为产业发展提供更广阔的空间。
油缸内孔激光熔覆加工工艺包括以下步骤:
1、准备工件:将待加工的油缸放置在激光熔覆机的工作台上,并确保其表面清洁、无缺陷、无油渍。
2、表面处理:用砂轮或刷子等工具对气缸内孔表面进行打磨和清理,去除杂质和氧化层。
3、熔覆材料的制备:将金属粉末和合金元素按一定比例混合,加入适量的水或有机溶剂,制成熔覆材料。
4、激光熔覆加工:利用高能激光束将熔覆材料熔化并使其均匀地沉积在内孔表面。
5、后处理:对激光熔覆筒体进行热处理、研磨、抛光,提高表面硬度和光洁度。
油缸内孔激光熔覆加工的优点在于以下几个方面:
1、高硬度、耐腐蚀:通过激光熔覆技术,可以使油缸内孔表面涂层提高气缸的耐磨性和耐腐蚀性。
2、寿命长:由于激光熔覆层硬度高、耐腐蚀,可显着提高气缸的使用寿命。
3、应用范围广:激光熔覆加工可适用于各种材质、形状的气缸,可灵活应用于不同的生产环境。
4、环保节能:与传统的加工方法相比,激光熔覆加工不需要使用大量的切削液、磨料等物质,因此更加环保,降低能耗。
总之,油缸内孔激光熔覆加工是一种的加工技术,可以显着提高油缸的耐磨性、耐腐蚀性和使用寿命,并且具有环保、节能等优点。随着技术的不断发展和完善,相信这种加工技术将会在更多领域得到应用和推广。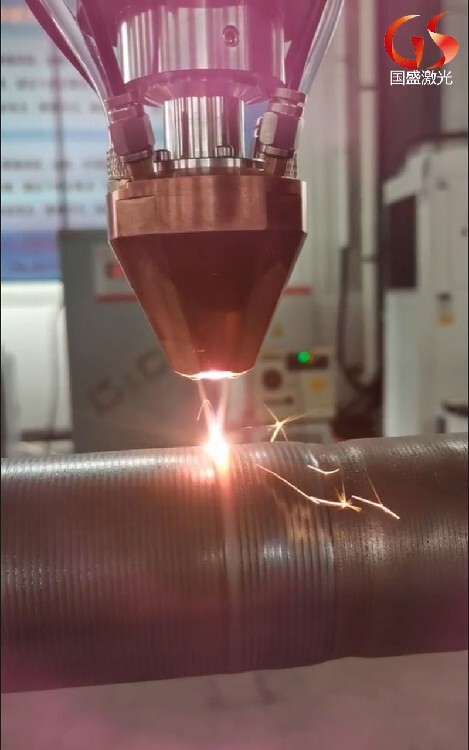
高压电机轴瓦位激光熔覆修复的优势
1、修复精度高:激光熔覆技术可以实现微米级的修复精度,确保轴瓦位尺寸的恢复和表面质量的提升。
2、热影响小:激光熔覆过程中,激光束与材料的作用时间短,热影响区小,降低了对基材性能的影响。
3、涂层性能:通过选择适当的涂层材料,可以获得的耐磨、耐腐蚀等性能,延长电机使用寿命。
4、修复:激光熔覆技术具有较高的修复速度,可快速完成轴瓦位的修复工作,减少停机时间。
高压电机轴瓦位激光熔覆修复的实施步骤
1、表面预处理:对轴瓦位表面进行清洁、除锈、除油等处理,确保表面无杂质和油污,以提高涂层与基材的结合力。
2、涂层材料选择:根据轴瓦位的工作环境和性能要求,选择合适的涂层材料,如耐磨、耐腐蚀的合金粉末等。
3、激光熔覆过程:将涂层材料均匀铺设在轴瓦位表面,利用高能激光束进行熔化、凝固和冶金结合。通过控制激光束的能量和扫描速度,实现涂层的均匀性和致密性。
4、后处理与检测:对熔覆后的轴瓦位进行冷却、清理和表面质量检测,确保修复效果满足使用要求。
激光熔覆修复技术是一种利用高能激光束对材料表面进行熔化和再凝固的过程。通过控制激光束的能量和形状,可以在材料表面形成一层具有特定性能的新材料。这层新材料与基材之间形成冶金结合,具有的机械性能和耐腐蚀性,能够有效修复闸门的磨损和损伤。
一、水电闸门激光熔覆修复原理
激光熔覆修复技术主要利用激光束的高能量密度,将熔覆材料迅速加热至熔化状态。同时,激光束与基材表面相互作用,产生强烈的热效应,使基材表面薄层也迅速熔化。熔化的熔覆材料和基材在激光束的作用下实现冶金结合,形成一层新的、具有性能的熔覆层。熔覆层能够恢复闸门的尺寸精度,提高表面硬度、耐磨性和耐腐蚀性,从而延长闸门的使用寿命。
二、水电闸门激光熔覆修复步骤
1、表面处理:需要对闸门表面进行清理,去除油污、锈迹等杂质,确保表面干燥、清洁。然后,对表面进行预处理,如打磨、喷砂等,以提高表面粗糙度和增加熔覆层与基材的结合力。
2、熔覆材料选择:根据闸门的材质、工作环境和修复要求,选择合适的熔覆材料。熔覆材料应具有良好的耐磨性、耐腐蚀性、高温性能等。
3、激光熔覆设备调试:根据闸门尺寸和形状,调整激光熔覆设备的参数,如激光功率、扫描速度、熔覆材料输送速度等,确保熔覆过程稳定、可靠。
4、激光熔覆修复:将熔覆材料放置在闸门表面,启动激光熔覆设备,使激光束按照预设的路径和速度在闸门表面进行扫描。在激光束的作用下,熔材料迅速熔化并与基材实现冶金结合,形成一层新的熔覆层。
5、后处理:熔覆完成后,对修复区域进行冷却、清理和打磨,去除多余的熔覆材料和表面不平整部分,使修复区域与周围表面平滑过渡。后,对修复区域进行质量检测,确保修复质量符合要求。
三、水电闸门激光熔覆修复优势
1、修复精度高:激光熔覆修复技术能够实现的修复,恢复闸门的尺寸精度和表面性能,提高闸门的工作效率和安全性。
2、修复速度快:激光熔覆修复过程快速、,可以在短时间内完成大面积的修复工作,缩短维修周期,降低维修成本。
3、修复质量稳定:激光熔覆修复技术能够实现冶金结合,形成的熔覆层与基材结合牢固,不易脱落或开裂,修复质量的稳定性。
4、修复效果好:激光熔覆修复技术可以恢复闸门的表面性能,如硬度、耐磨性和耐腐蚀性,提高闸门的使用寿命和可靠性。
总之,水电闸门激光熔覆修复技术是一种的修复方法,具有许多优点和广阔的应用前景。它的出现为水电闸门的维修和再制造提供了新的解决方案,也为水利工程领域的其他设备修复和再制造提供了有益的借鉴。随着技术的不断进步和应用范围的扩大,相信激光熔覆修复技术将在未来的水利工程中发挥更加重要的作用。