关键词 |
移动式激光熔覆设备焊,移动式激光熔覆设备焊,移动式激光熔覆设备焊,移动式激光熔覆设备焊 |
面向地区 |
全国 |
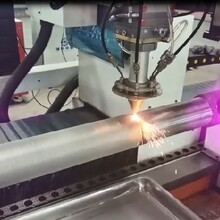
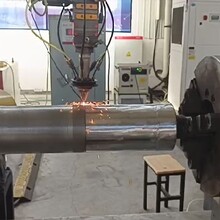
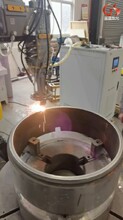
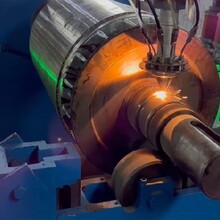
发货地西安品牌国盛激光激光功率3000-20000W送粉方式同轴负压气载式送粉卡盘直径 500mm冷却方式智能双温双控,20-40℃运输方式物流控制方式工控机+3轴控制系统卡盘与尾座之间载重>2T夹持长度3000mm激光波长900-1100nm激光器半导体/光纤激光器聚焦光斑圆形光斑、方形光斑主轴转速0-100r/min
激光熔覆材料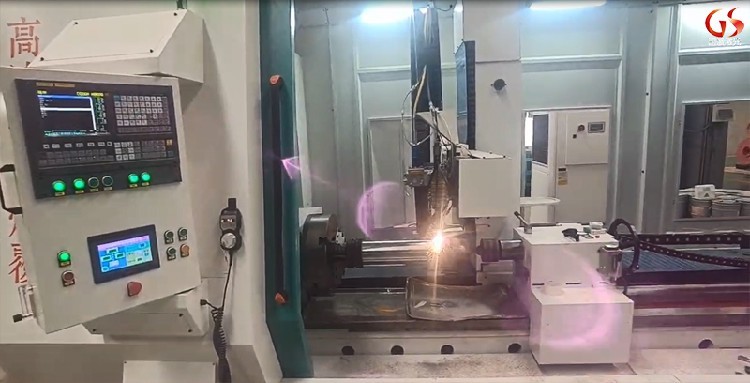


西安国盛激光科技有限公司成立于2015年(旗下全资子公司陕西国昌熔覆激光科技有限公司),公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,的交付周期,灵活的技术服务,为客户提供高性价比的产品与服务。